

Der Markt in der Zerspanungstechnik ist hart umkämpft. Für Zerspanungsdienstleister wie ZSO ist daher klar: Qualität, Prozesssicherheit und Produktivität sind auf ein maximales Niveau zu heben, und dies ist nur bei einer konsequenten Automation der Prozesse möglich. ZSO investierte daher in den vergangenen Jahren viel in Handlingsysteme und die Vernetzung des Maschinenparks. Von den derzeit rund 35 Bearbeitungsmaschinen ist ein Drittel bereits vollständig automatisiert.
Eines der jüngsten Projekte war für ZSO-Geschäftsführer Dr. Carsten Binder besonders wichtig: das Handling und Entgraten von bis zu 26 Kilogramm schweren Grauguss-Mantelgehäusen für Hydraulikpumpen. Das sind z.B. Pumpen für die Hydraulikanlagen in Baumaschinen. Die Gehäuse gelangen direkt aus der Gießerei zu ZSO, wo sie mechanisch montagebereit gefertigt werden.
In den bisherigen Automationsprojekten des Oberstaufener Unternehmens waren wesentlich leichtere Werkstücke zu bewegen und zu entgraten, sodass sich dafür leichte kollaborierende Roboter anboten. Die Pumpengehäuse jedoch sind zu groß und zu schwer für diese Vorgehensweise. Folglich bewegten und entgrateten die Mitarbeiter die Gehäuse von Hand. Keine einfache Aufgabe.
Auch hat das manuelle Entgraten einige Nachteile: Jede Hand arbeitet anders, hält das Werkzeug in einem anderen Winkel und drückt mit individueller Kraft auf die Gehäusekanten. Mühsam wird es insbesondere bei schwer zugänglichen Innenkonturen. Hier besteht auch die Gefahr, mit dem Handwerkzeug abzurutschen und das Werkstück zu beschädigen.
Um diese Arbeiten besser in den Griff zu bekommen, musste eine neue Lösung her: „Unser Plan war, alle starren wiederkehrenden Abläufe von einem Roboter ausführen zu lassen“, erklärt Dr. Carsten Binder. „Das Entgraten wäre auch auf der Werkzeugmaschine möglich, aber ein Roboter ist dafür die weit günstigere Lösung.“
Werkzeugmaschine und Roboter – ein perfektes Team
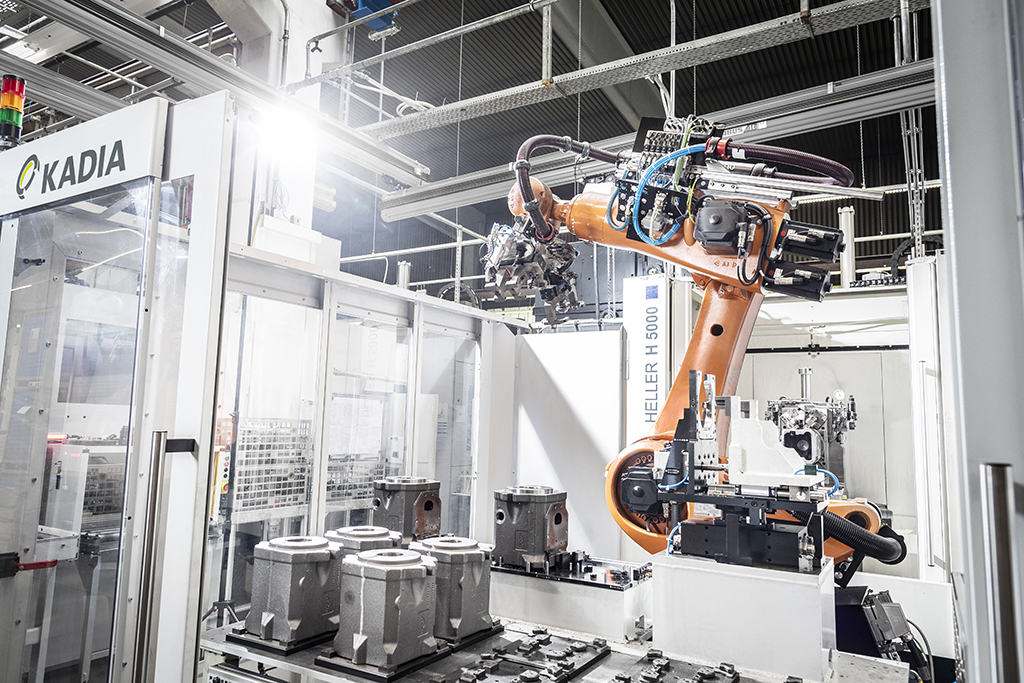
In KADIA fand ZSO schließlich einen Partner mit der entsprechenden Expertise im vollautomatischen Entgraten schwerer Werkstücke. Nach kurzer Zeit legten die Konstrukteure in Nürtingen ein Konzept vor, das die ZSO-Verantwortlichen überzeugte. Es basiert auf einem 6-Achs-Roboter mit einer Traglast von 120 kg und einer Reichweite von 2,5 m.
Die Kunden von KADIA erhalten derartige Lösungen komplett aus einer Hand. Das heißt: Zum Lieferumfang gehören Verfahrensentwicklung, Roboter, Zelle, Greifer, Entgratstationen und Werkzeuge inklusive Sonderlösungen. Nicht zu vergessen natürlich auch die Ablaufprogrammierung mit allen sicherheitsrelevanten Ausführungen. Eine erste Automationszelle lieferte KADIA im April 2019, eine zweite im September und eine dritte im Januar 2020.
Bei dem Projekt galt es, die Automationszellen an drei identische Bearbeitungszentren vom Typ H5000 von Heller anzubinden. ZSO hatte nach und nach mehrere dieser 4-Achs-Maschinen eigens für die Pumpengehäuse angeschafft, und zwar bereits mit Roboterschnittstelle bestückt. Die Roboter sollten das Be- und Entladen der Werkzeugmaschinen sowie das Entgraten innerhalb der BAZ-Taktzeit ausführen, also in einem Zeitfenster von ca. 20 Minuten.
Da zwei Aufspannungen notwendig sind, erfolgt die Werkstückzuführung über einen Drehtisch. Gespannt werden die Gehäuse auf von den Zerspanungsspezialisten in Oberstaufen eigens entwickelten Vorrichtungen. All diese Schritte umfassten auch jede Menge Programmier- und Justagearbeit für die Projektverantwortlichen von KADIA.
Es waren Abstimmgen mit ZSO bezüglich der Gehäusevarianten und der Vorrichtungstechnologie erforderlich sowie mit dem Maschinen- und Roboterlieferanten bezüglich der Anbindung der Roboter an die BAZ.
Ein Aufwand, der sich für den Anwender inzwischen auszahlt, denn Werkzeugmaschinen und Roboterzellen arbeiten als perfekte Fertigungseinheiten zusammen. Diese enge Kooperation aller Beteiligten wird sich auch in Zukunft fortsetzen, etwa, wenn neue Werkstückvarianten zu programmieren sind.
Was aber leisten nun die Entgrat-Automations-Zellen? Die wichtigsten Arbeitsschritte sind folgende: Der Roboter holt sich nacheinander zwei Rohteile und legt sie in der Vorrichtung für die erste Aufspannung ab. Während der Bearbeitung legt der Greifer zwei weitere Rohteile in die noch freien Vorrichtungsplätze, sodass sich stets vier Werkstücke zugleich im Kreislauf befinden.
Für die zweite Aufspannung kommt ein zweiter Robotergreifer zum Einsatz. Vor dem Ablegen der Werkstücke werden die Späne mit Druckluft von den Kontaktflächen geblasen, damit eine exakte Spannung gewährleistet ist. Die Maschine bearbeitet im stetigen Wechsel die erste und die zweite Aufspannung.
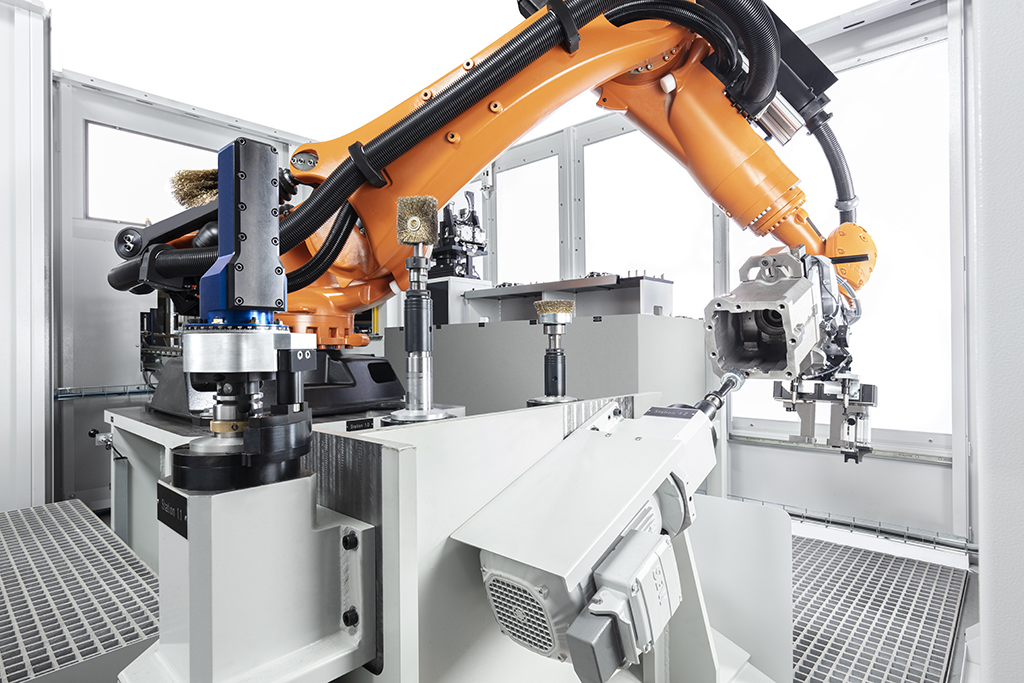
Ist das NC-Programm für zwei Aufspannungen abgelaufen, führt der Roboter die Werkstücke zum Entgraten. Dafür hat KADIA die Zelle je nach Gehäusevariante mit drei bzw. vier selbst entwickelten Bürstentgratstationen mit automatischer Verschleißkompensation ausgestattet.
Für Außenkanten und Außenflächen kommen Topfbürsten mit Stahldrahtbesatz, für Bohrungen und Innenkonturen speziell angefertigte Vierkantbürsten mit hochfesten Filamenten zum Einsatz. Dadurch können alle Konturen erreicht und prozesssicher entgratet werden.
Da die Sauberkeit der Werkstücke für den Kunden ein wichtiger Aspekt ist, legt der Roboterarm die fertig entgrateten Gehäuse in einem Waschkorb ab, den er anschließend aus der Zelle befördert. Das Handling dieses Behälters war als weitere Sequenz in das Automationskonzept zu integrieren. Und dies ist noch nicht alles: Jedes fünfte Werkstück erhält obendrein eine Markierung für die Qualitätssicherung.
Komplexe Prozesse, einfache Bedienung
Dr. Carsten Binder zählt die Vorzüge des Konzepts auf: An erster Stelle steht der Wegfall des mühsamen Handlings für die Mitarbeiter. Damit einhergehend wird inzwischen auch weniger Personal benötigt als vor der Automatisierung.
Für die manuelle Bedienung war ein Mitarbeiter pro Bearbeitungsmaschine notwendig. Ein Dreischichtbetrieb mit drei Maschinen würde also insgesamt neun Bediener erfordern. Doch dank der Automation betreut heute ein Bediener alle drei Fertigungsanlagen (BAZ und EAZ) parallel.
Wichtig: Niemand musste sich extra zu einem zertifizierten Roboterspezialisten weiterbilden, denn KADIA und ZSO hatten vereinbart, die Bedienung der Anlagen so einfach wie möglich zu gestalten.

„Wir haben die Option ‚Rückzugsstrategie Grundstellung‘ ins Konzept aufgenommen“, erklärt Udo Frieß, Robotik- und Entgratexperte bei KADIA. „Damit kann der Bediener bei einer Unterbrechung die Anlage jederzeit in die Ausgangslage zurückfahren und von dort einen Neustart ausführen. Er benötigt dafür kein Roboterpanel.“
Der ZSO-Geschäftsführer fährt fort: „Wichtig für unsere Kunden ist, dass wir die Prozesssicherheit und damit auch die Produktqualität beim Entgraten steigern konnten. Alle Kanten werden nun absolut gleichmäßig und nach Kundenwunsch entgratet, es gibt keine Schwankungen in der Ausführung. Außerdem vergisst der Roboter keine Kante und kein Gewinde. Damit gehören auch Nacharbeiten der Vergangenheit an.“
Das gilt ebenfalls für Prozessunterbrechungen, die sich im manuellen Betrieb nie vermeiden lassen. „Mit der Automatisierung entfallen viele planmäßige und außerplanmäßige Unterbrechungen, sodass unsere Ausbringung kontinuierlicher geworden ist und wir mehr Teile pro Zeiteinheit fertigen“, bestätigt Binder.
Dominik Landhäußer, Vertriebsingenieur bei KADIA, fügt hinzu: „Wir sehen, dass sich der Output von Werkzeugmaschinen mithilfe von Entgrat-Automations-Zellen um 30 bis 50 Prozent steigern lässt, immer abhängig vom Werkstück und den zu integrierenden Prozessen.“ Für ZSO-Geschäftsführer Binder steht fest, dass es auf diesem Wege weitergeht: „In Zukunft werden wir jedes neue Kundenprojekt auf Basis einer Automationslösung einführen.“
Kontakt:


