

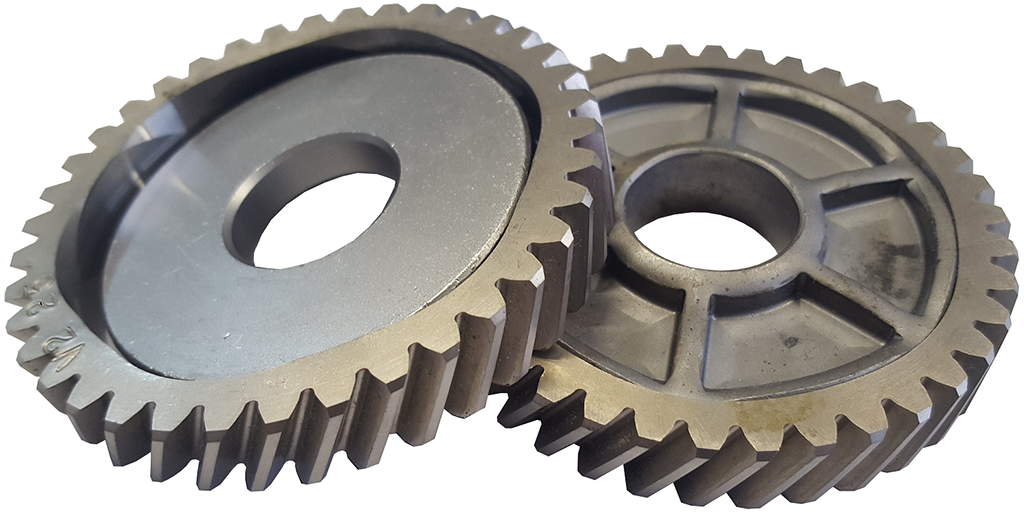
Die Wissenschaftler*innen der WGP entwickelten nicht nur sogenannte „gebaute Zahnräder“, sondern schufen zugleich entsprechende Prozessketten für deren Produktion. „Die Zahnräder wurden konstruktiv in zwei bzw. drei Einzelteile aufgebrochen: den Zahnkranz, den Zahnradkörper und die Welle-Nabe-Anbindung“ erläutert Liewald.
„Mithilfe weiterentwickelter Produktionsverfahren haben wir dann sogenannte gebaute Zahnräder produziert, bei denen lokal unterschiedliche Anforderungen an die Festigkeit berücksichtigt wurden. Das wiederum hat uns ermöglicht, das Gewicht der Zahnräder drastisch zu reduzieren.“
An den Forschungsarbeiten waren insgesamt fünf WGP-Institute beteiligt: das IFU Stuttgart, das IWT Bremen, ISF und IUL Dortmund und utg München gemeinsam mit der Forschungsstelle für Zahnräder und Getriebebau (FZG) München. „Die innovativen Zahnräder könnten nicht nur im Automobilbau, sondern vor allem auch in leichteren Getrieben wie bei Motorrollern oder E-Bikes zum Einsatz kommen“, berichtet Liewald.
„Solche anwendungsübergreifenden Forschungsergebnisse konnten wir erzielen, weil wir innerhalb der WGP breit aufgestellt sind und interdisziplinär arbeiten können. Für dieses Projekt haben zum Beispiel Umformtechniker, Verfahrensentwickler, Antriebstechniker, IT- und andere Experten an einem Strang gezogen.“

Die Gewichtsreduktion um 60 Prozent bei gleichbleibender Funktionalität wurde durch die Kombination unterschiedlicher Materialien im „gebauten“ im Vergleich zum „Vollkörper“-Zahnrad möglich. Normalerweise werden Zahnräder monolithisch, sprich aus einem Werkstoff als ein einziges Werkstück gefertigt.
„Wir haben einen Weg gefunden, diese in zwei bzw. drei Einzelteile aufzubrechen: den Zahnradkörper, der das Drehmoment aufnimmt oder weiterleitet, die Anbindung des Rades an die Welle und den Zahnkranz, der aufgrund der hohen Drehmomente und Kontaktdrücke, die auf ihn einwirken, besonders belastbar und verschleißfest sein muss“, beschreibt Robert Meißner, Projektmitarbeiter am IFU Stuttgart, die Innovation. Die Forscher*innen haben daher für den Zahnkranz einen hochfesten Werkstoff gewählt, der für den Zahnradkörper wiederum nicht notwendig war.
Neue Produktionsverfahren
In einem ersten Verfahren fügten die Wissenschaftler*innen kreisrunde, zu Paketen gestapelte Scheiben aus Blech in den auf 200 Grad Celsius erwärmten Zahnkranz ein. Neu ist dabei zwar nicht der thermische Fügeprozess, wohl aber die Verwendung paketierter Blechzahnradkörper. Bei Variante zwei wurde ein Stahl- bzw. ein Aluminiumkörper ohne Erwärmung in den Zahnkranz hineingepresst.
Auch dieses Umformfügeverfahren ist für die Zahnradproduktion eine Innovation. Es benötigt zwar mehr Kraft als das konventionelle Schmieden eines einteiligen Zahnrads und die Umformwerkzeuge verschleißen erwartungsgemäß schneller. Gegenüber dem Paketieren wird jedoch die Energie für die Erhitzung auf 200 Grad eingespart.
So ist das Kaltfließpressen – in diesem Fall das Querfließpressen – trotzdem deutlich energieeffizienter als bisherige Verfahren. „Es hatte bereits vorher Ansätze für gebaute‘ Zahnräder“ gegeben“, so Meißner. „Aber das Verfahren ist nun wirtschaftlicher, weil wir mehrere Arbeitsgänge zu einem zusammengeführt haben.“
Leichtere und günstigere Kolbenbolzen
Die neuen Herstellungsverfahren wurden mittels Simulationen entwickelt, die die lokal unterschiedlichen Anforderungen an die Festigkeit des Bauteils berücksichtigten. Zunächst simulierten die Forscher*innen die Umformung eines Kolbenbolzens und in einem zweiten Schritt stellten sie die Belastung des Bauteils am Computer nach.
Es zeigte sich in der virtuellen Welt zudem, dass einzelne Fertigungsschritte der bisherigen Prozessketten für die Produktion des Kolbenbolzens überflüssig sind. Dadurch konnte die Produktionszeit für den Kolbenbolzen um mehr als 30 Prozent reduziert werden.
Zu guter Letzt berechneten die Forscher*innen mittels Computer noch die maximale Gewichtsreduzierung. Bezogen auf den Kolbenbolzen waren das vier Prozent. „Wenn man bedenkt, dass Kolbenbolzen seit hundert Jahren immer wieder optimiert wurden, ist das, relativ betrachtet, ein erstaunliches Ergebnis“, betont Liewald.

Möglich machte diese erneute Gewichtsreduktion eine spiralförmige anstelle der bislang zylindrischen Innenkontur, die durch Abstreckgleitziehen hergestellt wurde. Mthilfe dieses weiterentwickelten Kaltumformverfahrens konnte die Festigkeit des weichgeglühten Rohmaterials für den Kolbenbolzen um 38 Prozent erhöht werden.
Diese optimierten Kolbenbolzen können in jedem Verbrennungsmotor zum Einsatz kommen, aber auch in ganz anderen Anwendungen, wie zum Beispiel in kurzen Wellen in E-Motoren oder Achselementen in Fahrwerken. „Die Begrenzung liegt vor allem in der Länge des Rohrs“, stellt Meißner klar. „Eine wirtschaftlichere Produktion sollte sich durch die reduzierte Produktionszeit ergeben, was schließlich zu sinkenden Fertigungskosten führt.“
Doch nicht nur die Bauteile sind anwendungsoffen: „Das weiterentwickelte Herstellungsverfahren mittels Abstreckgleitziehen eignet sich nicht nur für die Kolbenbolzen-Produktion, sondern zur Herstellung von gewichtsreduzierten hohlen Bauteilen, wie Gehäusen oder Gewindehülsen insgesamt. Damit kann also an den unterschiedlichsten Stellen in unterschiedlichsten Fahrzeugen deutlich Gewicht eingespart werden“, so Liewald.
Kontakt:


