
„Die chemische Industrie hat bei der Formulierung der UV-härtenden Harze so große Fortschritte gemacht, dass wir nun eine UV-Härtung in der Serienfertigung von Faserverbundkunststoffteilen auch als Inline-Prozessschritt anbieten können“, sagt Arnd Riekenbrauck, Senior Manager New Markets bei der IST Metz GmbH & Co. KG.
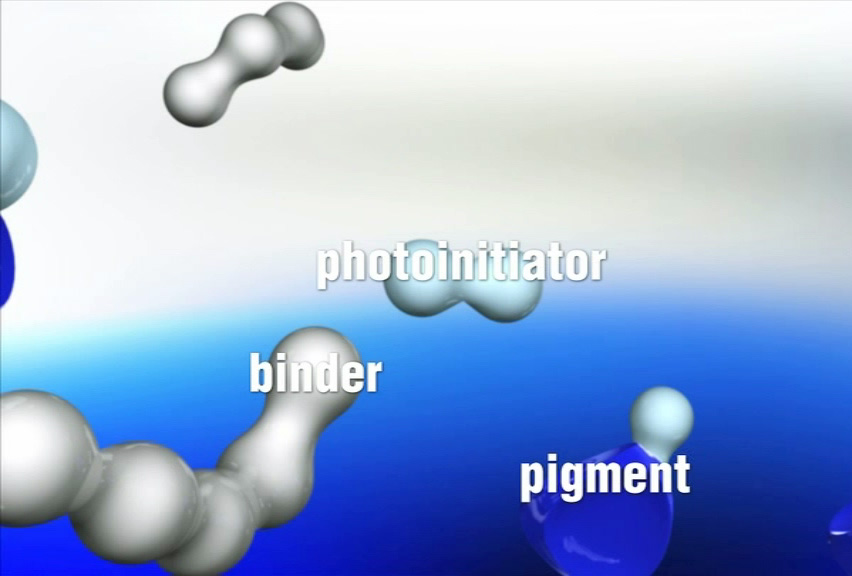
Um Bauteile oder Halbzeuge aus GFK herzustellen, werden die mit Harz getränkten (Glas-)Fasern zunächst in die gewünschte Form gebracht – für Platten als Gelege, gewickelt für Hülsen oder pultrudiert für Profile. Anschließend wird das fertig imprägnierte Faser-Harz-System durch Energiezufuhr vernetzt, gehärtet und getrocknet.
Für Plattenware oder Profile sind dafür bisher lange beheizte Prozesslinien notwendig, für gewickelte Teile Öfen beziehungsweise Trocknungskammern. Großdimensionierte Anlagen, hoher Energieverbrauch und Zeitaufwand sowie zusätzliche Transport- und Handlingaufgaben prägen bisher diesen Verfahrensschritt in der Herstellung von Leichtbauteilen.

Schnelle und elegante Inline-Härtung
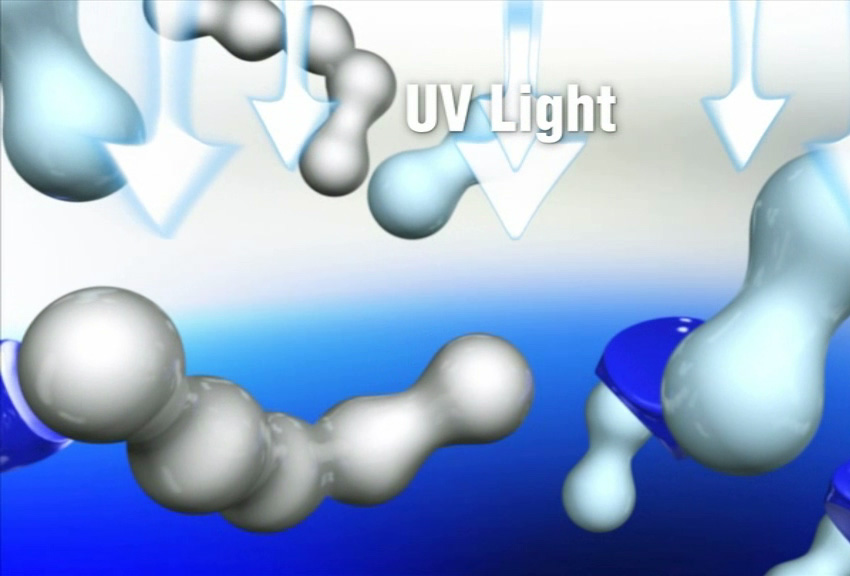
Das könnte sich mit dem Einsatz des UV-Verfahrens schlagartig ändern. Denn Glasfasern sind aufgrund ihrer Strahlendurchlässigkeit für die UV-Härtung ideal geeignet. Für das Konsolidieren der Faser-Matrix-Systeme mit UV- oder UVVis-Strahlungsquellen genügen Sekunden bis wenige Minuten. Das Bauteil ist nach Vernetzen und Abkühlen sofort belastbar und kann weiterverarbeitet werden.
„In einem Anwendungsfall konnten wir eine Produktionslinie um über 80 Prozent verkürzen“, berichtet Arnd Riekenbrauck. In einem anderen Fall genügte für das Konsolidieren einer 50 Zentimeter langen GFK-Hülse, die im Filament-Winding-Verfahren hergestellt wurde, eine Minute UV-Bestrahlung. Aufgrund dieser kurzen Durchlaufzeiten ist das UV-Härtungsverfahren ideal für Serien- und kontinuierliche Prozesse geeignet. Auch für besonders große Bauteile ist das Verfahren eine gute Wahl.
Ideale Anwendungen finden sich deshalb – über nahezu alle Branchen hinweg – inline in kontinuierlichen Verfahren wie der Pultrusion oder bei der Herstellung von Flachmaterialien, aber auch bei RTM-Verfahren oder BMC-/SMC-Prozessen.
Energiesparend, Styrol- und CO2-frei
Im Unterschied zu einem kontinuierlich beheizten Ofen oder einer beheizten Linie verbrauchen die UV-Strahlungsquellen nur dann Energie, wenn sie für das Konsolidieren gebraucht werden. Die Energiekosten sind daher direkt auf die Stückkosten umzurechnen.
Zudem können sie mit grünem Strom betrieben werden, so dass keine CO2-Emissionen entstehen. Über alle Anwendungen braucht die UV-Härtung im Mittel nur etwa 30 Prozent der Energiemenge von thermischen Verfahren. Im Beispiel der oben genannten gewickelten Hülse betrug die notwendige Energiemenge etwa 0,25 kW pro Werkstück.
Die für das UV-Härten geeigneten Einkomponenten-Harzsysteme auf Basis von Epoxyacrylaten haben eine theoretisch unbegrenzte Topfzeit. Abhängig von der Anwendung vermindert sich deshalb der Reinigungsaufwand, das Anmischen kann entfallen. Es entsteht weniger Produktionsabfall. Außerdem kommen die Harze vollständig ohne Styrol oder andere Lösemittel aus. In ihren mechanischen Kennwerten dagegen sind sie nach dem Konsolidieren mit den bisherigen Harzsystemen mindestens vergleichbar.
Die Prozesserfahrung macht die Qualität
Auch wenn das UV-Konsolidieren einfach scheint, erfordert das Auslegen des Inline-Prozessschritts Erfahrung, da es auf das jeweilige Produkt individuell angepasst werden muss.
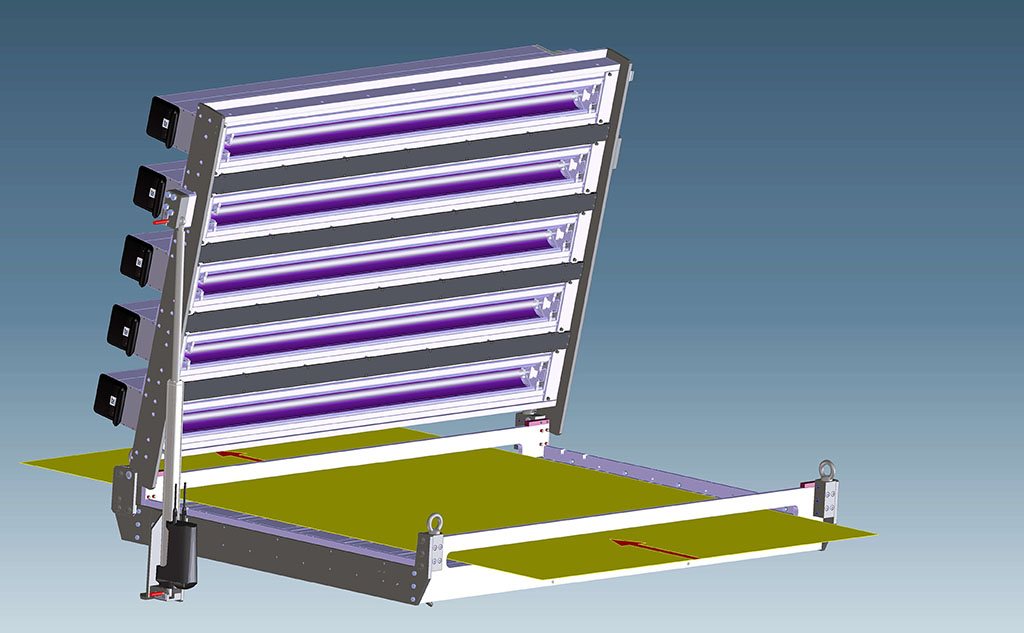
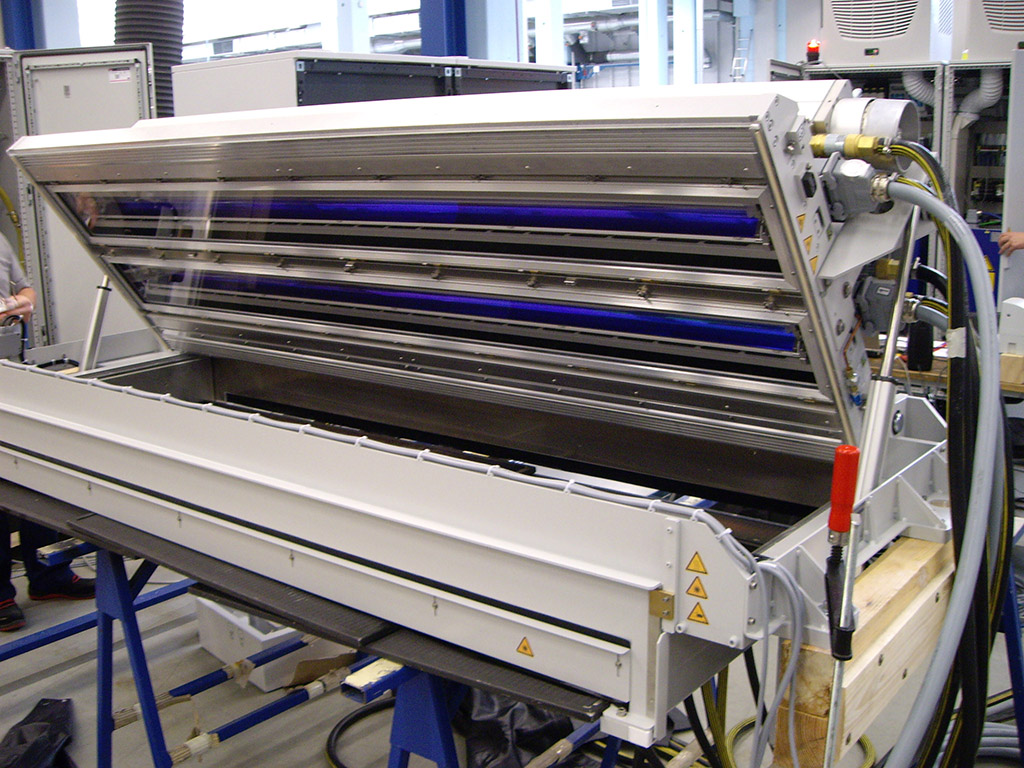
Arnd Riekenbrauck erklärt: „Zu unserem Anwendungs- und Prozess-Know-how gehören nicht nur die Lampen, sondern auch das passende Kühlkonzept oder eventuell notwendige Ex-Schutz-Maßnahmen aufgrund der hohen Temperaturen. Und das Anlagendesign der Lampeninstallation selbst über die gesamte Breite der Prozesslinie hat einen großen Einfluss auf die reproduzierbare Qualität der Vernetzung, Härtung und Trocknung.“
Neben der Temperatur und einer homogenen Bestrahlung sind auch die relevanten Wellenlängen auf das Fasermaterial, das Bauteil und den Prozessfortschritt abzustimmen: von langwelliger UVVis-Strahlung für dickere Werkstoffe bis kurzwelliger UV-C-Strahlung für die reine Oberflächenhärtung von Veredelungsschichten auf GFK-Komponenten. Auch eine gleichzeitige Bestrahlung von oben und unten kann notwendig sein, beispielsweise für Sandwich-Materialien oder wenn die Transluzenz der Fasern die Eindringtiefe der Strahlen beeinträchtigt.
Die Landesagentur für Leichtbau Baden-Württemberg präsentiert diese Innovation mit ihrem ThinKing im März 2022. Mit diesem Label gibt die Leichtbau BW GmbH monatlich innovativen Produkten oder Dienstleistungen im Leichtbau aus Baden-Württemberg eine Plattform.
Kontakt:


