
Das Hobeln in der maschinellen Längsbearbeitung von Holzprodukten hat heute nichts mehr mit dem rhythmisch schleifenden Geräusch in einer Tischlerei zu tun. Moderne Hobelwerkzeuge, deren Köpfe – die Umfangsplanfräser – in Hochgeschwindigkeit rotieren, tragen die Oberfläche des Holzes präzise auf wenige Mikrometer genau ab.
Materialsubstitution ist nur der halbe Leichtbau
Leichtere und steifere Werkzeuge könnten durch höhere Drehzahlen und ein optimiertes Schwingungsverhalten noch bessere Oberflächenqualitäten und Produktionsgeschwindigkeiten ermöglichen und außerdem Energie einsparen. Doch die derzeit auf dem Markt verfügbaren Umfangsplanfräser sind aus Aluminium gefertigt und haben ihr Leichtbaupotenzial weitgehend ausgeschöpft.
In einem öffentlich geförderten IGF-Vorhaben in enger Zusammenarbeit mit dem Institut für Werkzeugmaschinen (IFW) der Universität Stuttgart und weiteren Partnern aus der Industrie nahmen sich die Forschenden der DITF der Aufgabe an, das Gewicht der Umfangsplanfräser zu reduzieren, um die Produktionseffizienz wesentlich zu verbessern.
„Uns war schnell klar, dass wir neben der reinen Materialsubstitution von Metallteilen durch faserverstärkte Kunststoffe nur mittels der numerischen Simulation risikobehaftete, dafür aber optimal faser- und lastgerechte Konstruktionskonzepte entwickeln können“, erklärt Hermann Finckh, stellvertretender Leiter des Kompetenzzentrum Stapelfaser, Weberei & Simulation und Leiter der Numerischen Simulation an den DITF. „Unser Ziel war, das Werkzeug von Grund auf neu aufzubauen und zu konstruieren. Leichtbau und Präzision waren dafür unsere Leitlinien.“

Optimale Lastverteilung
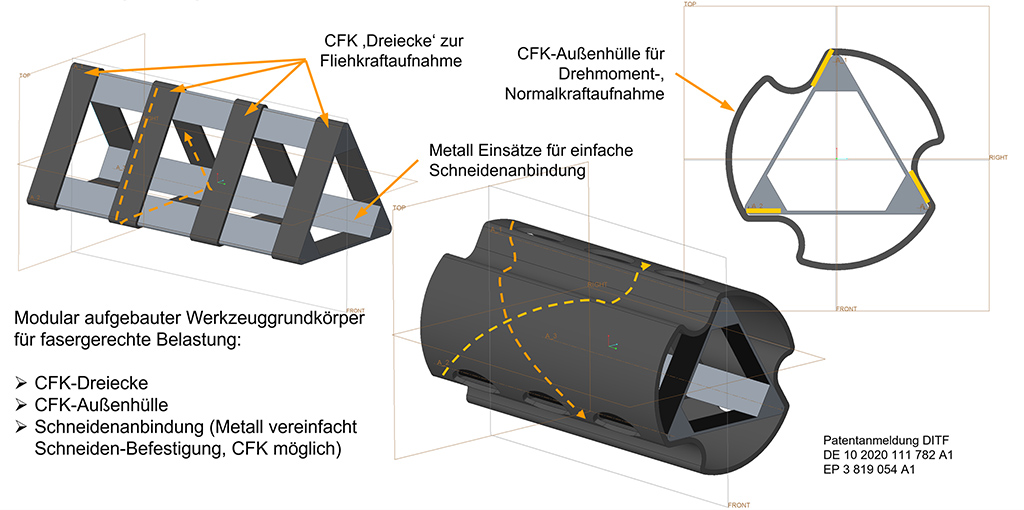
Das Risiko hat sich gelohnt. Äußerlich zum Verwechseln ähnlich beinhaltet das Leichtbaukonzept nicht nur den Materialwechsel zum carbonfaserverstärkten Kunststoff, sondern auch ein neues Gestaltungsprinzip für die inneren Werte des Hobelwerkzeugs. Mit den Möglichkeiten der numerischen Simulation an den DITF gelang ein modulares Konzept:
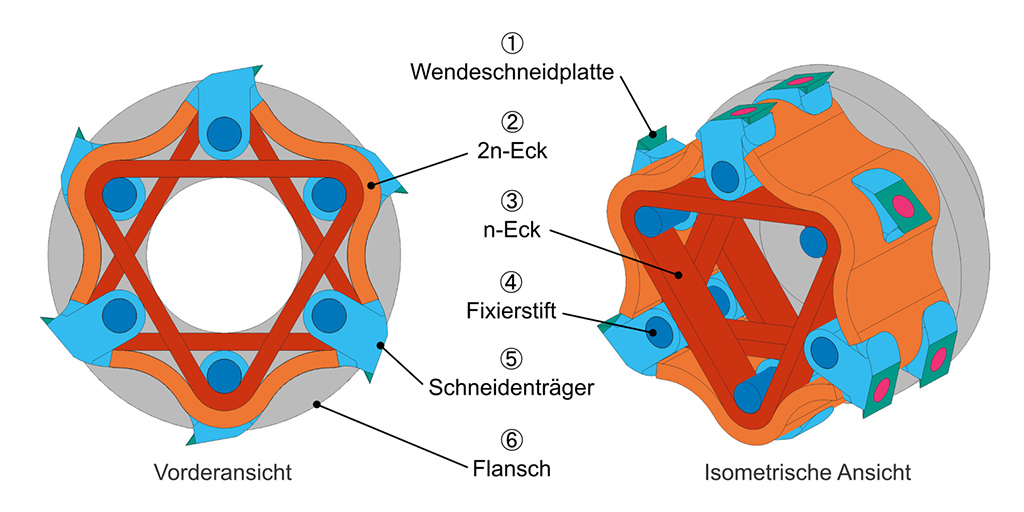
Im Inneren einer Außenhülle sind dreieckige Elemente angeordnet. Diese waren an ihren Ecken in der ersten Version durch Metalleinsätze verbunden, die später durch Fixierstifte aus CFK ersetzt wurden. Diese senkrecht zu den Dreiecken angeordneten Fixierungen dienen zudem als Halterung für die Schneidenträger, welche wiederum die Wendeschneidplatten aufnehmen.
Durch das modular aufgebaute Gestaltungsprinzip werden die wirkenden Kräfte optimal auf die einzelnen Elemente verteilt. Die Fliehkraft wird von den CFK-Dreieckelementen und alle anderen Belastungen – Dreh- und Biegemoment, Normalkraft – über die CFK-Außenhülle und die Stangen aufgenommen. „In der Fertigung von Grundkörper und Dreiecken können wir die einzelnen Teile jetzt fasergerecht entlang der Lastpfade auslegen. So ist eine optimale Lastaufnahme der Kohlenstofffasern möglich, die zu einer maximalen Gewichtseinsparung bei größtmöglicher Steifigkeit führt“, erklärt Hermann Finckh.
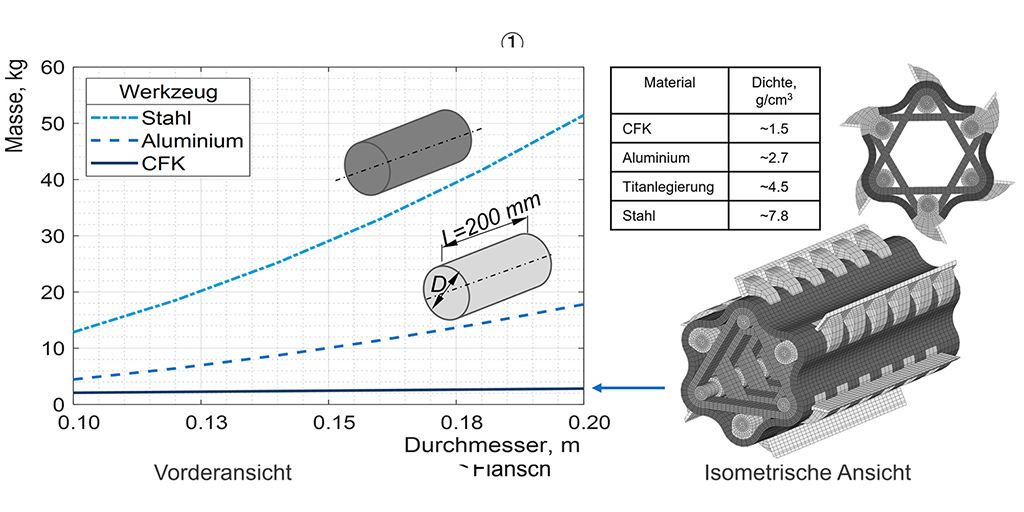
Je größer das Werkzeug, desto größer der Gewichtsvorteil
So ist das Leichtbau-Hobelwerkzeug nur noch halb so schwer wie das Original – statt etwas mehr die acht Kilogramm des Referenzwerkzeugs bringt die CFK-Variante nur noch etwa vier Kilogramm auf die Waage. Konstruktiv bedingt steigt sogar bei zunehmendem Werkzeugdurchmesser der Gewichtsvorteil gegenüber Werkzeugen aus Stahl oder Aluminium sogar noch weiter an.
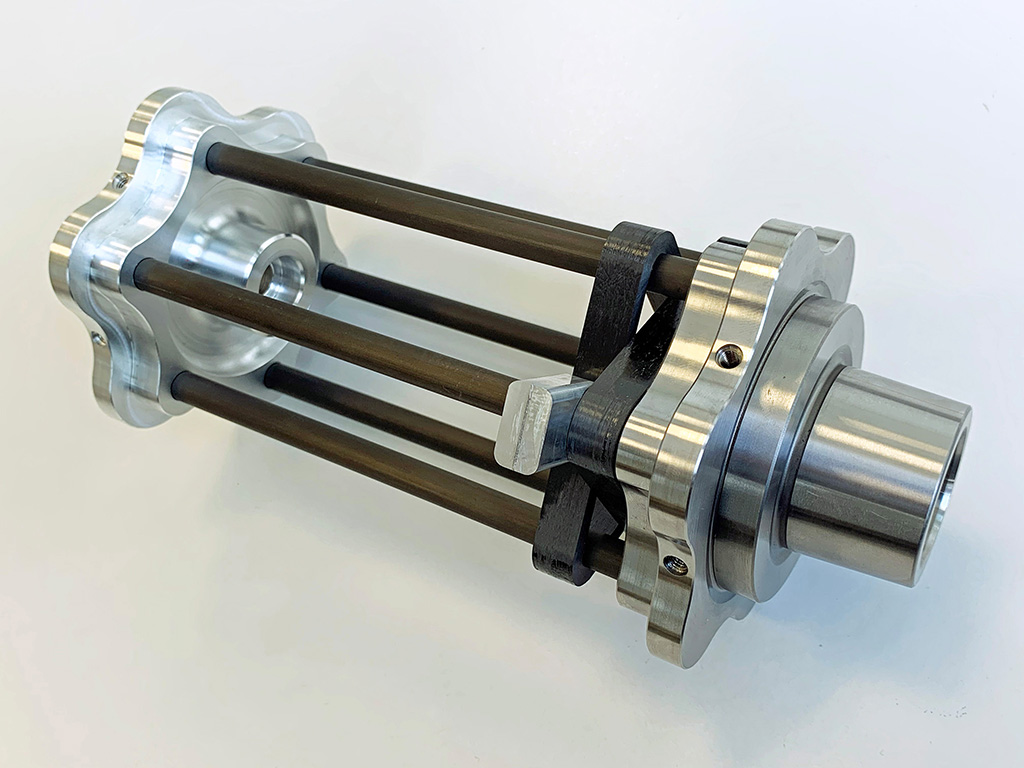
Die Demonstratoren wurden unter Verwendung von Carbonfaser-Rovings beziehungsweise -Gewebe mit Standardverfahren hergestellt: Wickeln und Vacuum Assisted Resin Infusion VARI. Auch andere bekannte Prozesse wie Flechten, das Verarbeiten von Prepregs oder RTM sind denkbar. „Eine Herausforderung bei der Fertigung der Leichtbauwerkzeuge werden die Toleranzen der ineinandergreifenden Radien sein. Doch das ist eine lösbare Aufgabe“, ist sich Hermann Finckh sicher.
„Es gibt für das Extrem-Leichtbauwerkzeug aber auch noch weitere sehr spannende Forschungsthemen zu bearbeiten, die für eine erfolgreichen Einsatz von Bedeutung sind. Dazu zählen das Versagens- und Langzeitverhalten, die Skalierbarkeit, die Präzisions- und Drehzahlmaximierung und die Funktions- und Sensorintegration. Diese Anforderungen können über sich anschließende Forschungsprojekte gelöst werden.“


50 Prozent leichteres Werkzeug ermöglicht 1,5 fache höhere Produktivität
Erste Fräsversuche mit einem Demonstrator an MDF-Platten bei 12.000 U/min zeigen, dass die Holzoberfläche der mittels konventioneller Hobelwerkzeuge erzeugten Qualität entspricht. Durch die Extrem-Leichtbauweise sollten 18.000 U/min und mehr möglich werden. Bedingt durch die hohe Steifigkeit ist das Leichtbauwerkzeug auch bei hohen Drehzahlen präzise. Die Messer verlassen ihren berechneten Flugkreis trotz hoher Fliehkräfte nur minimal.
Bezogen auf die Produktionskosten ist das nicht der einzige Vorteil: neben einer höheren möglichen Produktionsgeschwindigkeit verbrauchen die Werkzeuge dank Leichtbau weniger Energie. Und wenn die Produktionskapazität an einer Maschine um 50 Prozent gesteigert wird, kann eine zweite Maschine möglicherweise eingespart und so ein relevanter Beitrag zur Reduzierung von CO2-Emissionen und mehr Nachhaltigkeit geleistet werden.
Die zum Patent angemeldete Extrem-Leichtbauweise des DITF für rotierende Werkzeuge für die Holzverarbeitung ist prinzipiell auch auf andere Anwendungen in der Automobilindustrie, der Luft- und Raumfahrt sowie im Maschinenbau übertragbar.
Kontakt:


