

Für Anforderungen, wie sie u.a. im Formenbau typisch sind, hat BLUM seit vielen Jahren die Software FormControl im Programm. Die ohne ‚X‘ titulierte Vorgängersoftware läuft auf einem PC, der an das Bearbeitungszentrum angeschlossen wird. Sie ermöglicht, Messzyklen sozusagen grafisch – also per Mausklick – zu programmieren, Messungen durchzuführen und zu dokumentieren.
Dabei lädt der Bediener die entsprechende CAD-Geometrie in FormControl und definiert die erforderlichen Messpunkte. Daraus erzeugt die Software eine Messpunkt-Tabelle, die an das Bearbeitungszentrum übertragen und von einem Blum NC-Messzyklus interpretiert wird. Nach erfolgter Messung nimmt die Software die Messwerte wieder entgegen, die beim Vermessen der Fläche per Messtaster entstehen. Die Messergebnisse werden dann in FormControl aufbereitet, beispielsweise grafisch am Bildschirm oder in Messprotokollen.

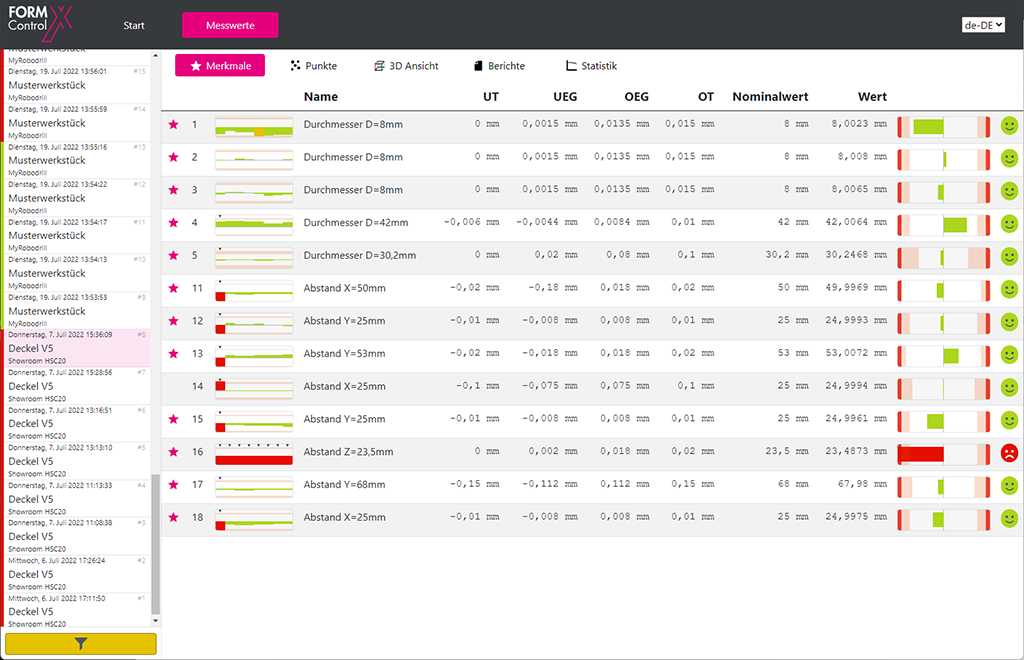
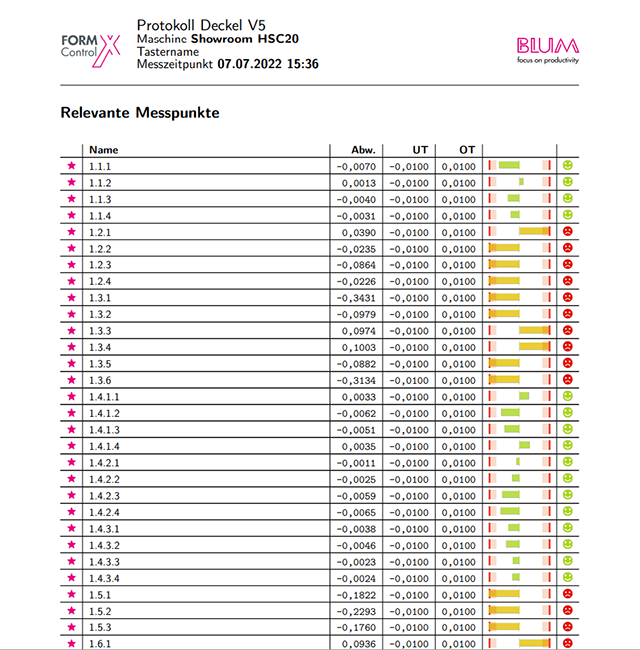
Gerade die Möglichkeit, schnell und einfach Messprotokolle zu erstellen, hat in den letzten Jahren viele Freunde gefunden, da solche Protokolle bei immer mehr Anwendungen vom Kunden gefordert werden. FormControl bietet dazu verschiedene Darstellungen von der einfachen tabellarischen Gegenüberstellung der Ist- und Sollwerte bis hin zur Fehlfarbdarstellung der Geometrie. So lassen sich aussagekräftige grafische Darstellungen und Protokolle erzeugen, die auf einen Blick Auskunft über die Qualität der Bearbeitung geben.
Die bisherige FormControl-Version geht von einem Szenario aus, in dem ein Maschinenbediener mit dem Laptop an einer Maschine arbeitet und die Messungen begleitend abarbeitet. Heute geht der Trend jedoch zur Automatisierung solcher Prozesse, sodass diese 1:1-Beziehung immer seltener gegeben ist. Zudem bieten sich mit einer echten Automatisierung der Werkstückvermessung völlig neue Anwendungsgebiete, die von den BLUM-Kunden ebenso nachgefragt werden wie eine intuitive Bedienung oder eine vernetzte Architektur mit der Möglichkeit, die Auswertungen auf verschiedensten Endgeräten darstellen zu können.
Daher wurde die Entscheidung getroffen, FormControl komplett neu aufzusetzen. Das Ziel war, auf Basis einer modernen Client-Server-Architektur echte Messautomation zu ermöglichen – weg vom reinen Protokollieren und hin zu Prozessintegration und Automatisierung mit Hilfe der durch FormControl X gesammelten Messdaten.
„Bisher werden Prozesse in der Serienfertigung langwierig manuell optimiert, bis sie perfekt laufen“, erklärt Wolfgang Reiser, Bereichsleiter Technik bei Blum-Novotest. „Danach führt jede Änderung dazu, dass der Prozess wieder neu optimiert werden muss – kleinere Stückzahlen oder eine große Variantenvielfalt verhindern deshalb eine intensive Prozessoptimierung und damit auch viele Automatisierungen.“
Das hängt auch mit der Messung zusammen. Bisher wurde oft erst am Ende einer Schicht oder wenn die Messmaschine frei war eine Qualitätskontrolle durchgeführt. Der Prozess musste also stabil sein, damit nicht hinterher zu viel Ausschuss entdeckt wurde.
Mit FormControl X kann nun mit geringem Aufwand ein geschlossener Regelkreis (SPC) realisiert werden, bei dem Schwellwerte für Prozess-Anpassungen definiert werden können. „Hier haben wir viel Wissen aus unserem Geschäftsbereich Messmaschinen implementiert, die solche Regelkreise schon lange nutzen, um beispielsweise Bremsscheiben automatisiert zu fertigen“, unterstreicht Wolfgang Reiser.
Werkstücke können so direkt nach jeder Bearbeitung gemessen werden, wodurch die Ergebnisse schon beim nächsten Bauteil als Korrekturwert und Basis einer Optimierung dienen. Hierzu definiert der Anwender bei der Projekterstellung Eingriffsgrenzen, nach welchen die Software eine entsprechende Korrektur ausführt.
So lässt sich unter anderem der Verschleiß von Werkzeugen kompensieren – FormControl X erkennt den Trend, dass beispielsweise Bohrungen mit der Zeit kleiner werden, wenn das entsprechende Werkzeug verschleißt, und kann entsprechend gegensteuern. Die Zuordnung von Messergebnissen und Bauteil erfolgt anhand einer eindeutigen ID. Damit erweitert sich der Fokus der Software: Während er bei FormControl auf höherpreisigen Teilen in der Einzelfertigung lag, zielt FormControl X außerdem auf die Klein-, Mittel- und Großserienfertigung.
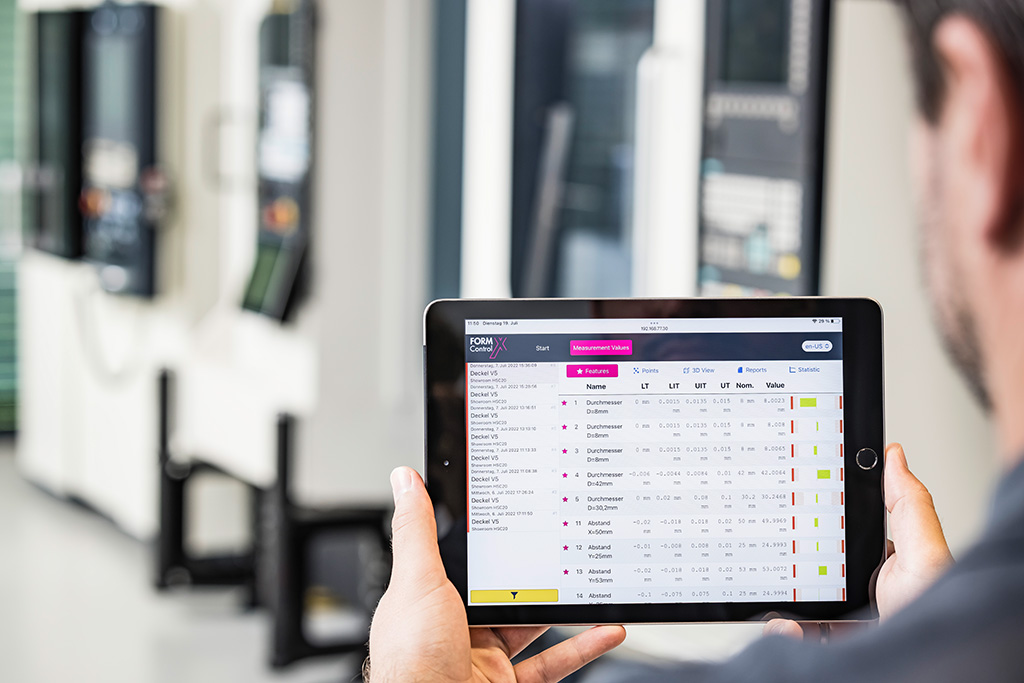
Ausgewertete Daten und Ergebnisse sind ebenso in einer Weboberfläche über verschiedene Endgeräte erreichbar. Der Server kommuniziert mit den Maschinen, auf denen gemessen wird. So kann ein Bediener auf vielen unterschiedlichen Maschinen Messprojekte ausführen und automatisch auswerten lassen. „Wir haben FormControl X mit Blick auf CAM-Systeme entwickelt, damit die Bedienung ähnlich ist wie bei der CAM-Programmierung“, berichtet Dr. Guilherme Mallmann, Entwicklungsleiter NC- und Messsoftware bei Blum-Novotest. „Der Spezialist, der die Messaufgabe definiert, dürfte in Zukunft sehr oft CAM-Programmierer sein.“
Um die fertig definierten Jobs (so werden die einzelnen Messaufgaben in FormControl X genannt) abzurufen, reicht eine einzige Zeile NC-Code im Bearbeitungsprogramm. Die Maschine fragt dann selbstständig beim Server nach dem Job und dessen Ablauf, erhält die notwendige Information, führt die Messungen aus und liefert die Messwerte zurück. Der Server wertet diese aus und reagiert entsprechend – durch Übergabe von Korrekturwerten an die Maschine oder einen Alarm an den Bediener. Es lassen sich auch weitere Informationen an die Maschine übergeben, beispielsweise um ein Werkstück, das als ‚nicht in Ordnung‘ gemessen wurde, separat abzulegen.
Eine Herausforderung findet sich in Anwendungen, bei denen Teile zunächst auf einer Maschine mit hohem Abtrag geschruppt und danach auf einer Hochpräzisionsmaschine fertigbearbeitet werden. Auch hier müssen mit der Ausrichtfunktion die Bezugspunkte des NC-Programms an den vorbearbeiteten Rohling angepasst werden. Ebenso gilt dies für die Nachbearbeitung 3D-gedruckter Teile. Diese und andere Funktionen wurden in FormControl X erweitert und verbessert. Die Anregungen und Wünsche der Kunden spielten dabei eine große Rolle.
Eine weitere Neuerung in FormControl X stellt die Verwaltung von Messmitteln und Maschinen dar. Da diese Verwaltung nun zentral auf dem Server liegt, sind die Daten über alle Maschinen hinweg zentral verfügbar. Auch die Definition der Messung ist dank eines Kontextassistenten sehr einfach und intuitiv geworden: Der Bediener braucht nicht mehr jeden Messpunkt einzeln zu definieren, die Messung kann über die Auswahl von erkannten Geometrien bestimmt werden.
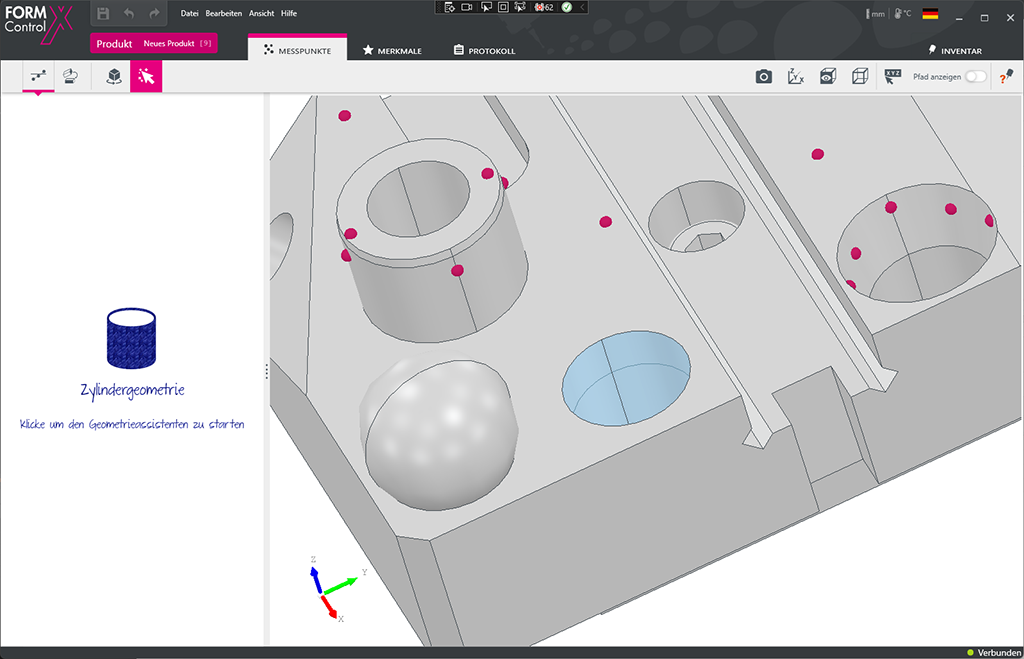
Die Software schlägt dann automatisch eine Reihe von Messpunkten vor, die sich an die Geometrie anpassen und ggf. vom Nutzer manuell erweitern lassen. Dazu werden die passenden Auswerte-Möglichkeiten nach bekannten Form- und Lage-Toleranzen vorgeschlagen, die der Kunde bequem im Kontext seiner Anforderungen aussuchen kann.
FormControl X erkennt zudem andere Geometriebereiche, die mit derselben Messroutine gemessen werden können, und ermöglicht es dem Bediener, per einfachen Mausklick die bereits definierte Messung und Auswertung zu übertragen oder – wie es intern genannt wird – zu ‚klonen‘. Neu ist auch, dass Standardtoleranzen automatisch vorgegeben werden, z.B. H7 – der Bediener wird so vom Wälzen von Tabellenbüchern entlastet.
Aus den Messungen entstehende Protokolle können weitreichend und sehr einfach angepasst werden, Toleranzgrenzen lassen sich als Zahl oder als Bild anzeigen, Rot/Grün-Färbung definieren und vieles mehr. Wichtig für die digitale Weiterverarbeitung ist die Möglichkeit, Protokolle auch im JSON-Format auszugeben. Dieses Format erlaubt es Folgeprozessen auf alle im Protokoll enthaltenen Werte einfach zuzugreifen. So lassen sich echte Industrie 4.0-Anwendungen realisieren.
FormControl X ist eine weitere Stufe auf dem Weg, Messergebnisse von Werkzeugmaschinen in die Unternehmensprozesse zu integrieren und im Sinne von Industrie 4.0 nutzbar zu machen. „Die neue Version der Softwarelösung bietet mit einer vernetzten Client-Server-Architektur, der Weiterverwendbarkeit von Messungen und der Interaktion mit der Maschine viele neue Möglichkeiten, Prozesse transparent zu halten und laufend zu optimieren“, fasst Wolfgang Reiser zusammen.
„Der für viele Nutzer vielleicht wichtigste Aspekt ist jedoch, dass mit FormControl X der Zerspanungsprozess schnell und prozesssicher automatisiert werden kann, was sich 1:1 in der Produktivität und in der Qualität des gefertigten Werkstücks widerspiegelt.“
Kontakt:


