

Das neue Verfahren verbindet das Beste aus zwei Welten, eine Kombination von zwei additiven Verfahren mit drahtförmigem Zusatzwerkstoff. Die Rede ist vom Lichtbogenauftragschweißen (Wire Arc Additive Manufacturing WAAM) und vom Laserauftragschweißen (Wire Laser Material Deposition WLMD). Beide Verfahren besitzen systembedingt Vor- und Nachteile:
Der Laserprozess ist im Vergleich zu WAAM ein kostspieliges Verfahren mit niedrigen Auftragraten, zeichnet sich aber durch einen geringen Wärmeeintrag und präzisen Schichtaufbau exakt an der gewünschten Stelle aus. Daher ist er besonders in der Luft- und Raumfahrt gefragt. Soll die Auftragrate größer sein, bietet sich das WAAM an, wobei die erreichbaren Oberflächen welliger und der Schichtaufbau deutlich grober ist.
Beim Fügen ist die Kopplung in lateraler Anordnung unter der Bezeichnung LB-MSG-Hybridschweißen etabliert (Laser-Lichtbogen-Hybridschweißen). Jedoch ist dieses Verfahren richtungsabhängig oder für das Fügen von dreidimensionalen Nähten nur bedingt geeignet.
Mit der Kombination der Verfahren lassen sich die Auftragraten um bis zu 150 Prozent steigern, sodass das neue richtungsunabhängige 3D-Druckverfahren auch für große Bauteile infrage kommt. »Weil die Oberflächenwelligkeit abnimmt, sinkt der Nachbearbeitungsaufwand im Vergleich zum Lichtbogenverfahren WAAM deutlich«, erklärt Max Fabian Steiner, wissenschaftlicher Mitarbeiter am Fraunhofer ILT.
Kombinierter Prozess sorgt für Synergieeffekte
Das Lichtbogenauftragsschweißen ist ein etablierter und robuster Prozess, die notwendige Systemtechnik ist günstig zu erwerben und die meisten metallischen Werkstoffe lassen sich damit verarbeiten. Steiner: »Der Lichtbogen lässt sich aber nicht so exakt fokussieren wie einen Laserstrahl. Damit lassen sich nicht so feine und genaue Spuren herstellen wie mit dem Laser.«
Mit seiner Institutskollegin Jana Kelbassa entwickelte und baute Steiner als Gegenmaßnahme eine wassergekühlte Spezial-Optik mit Glassubstraten und einen wassergekühlten Lichtbogenbrenner zum Schweißen und für die additive Fertigung mit großen Leistungen. In der neuen Optik werden beide Energiequellen überlagert und die Stärken der beiden Einzelverfahren gewinnbringend kombiniert.
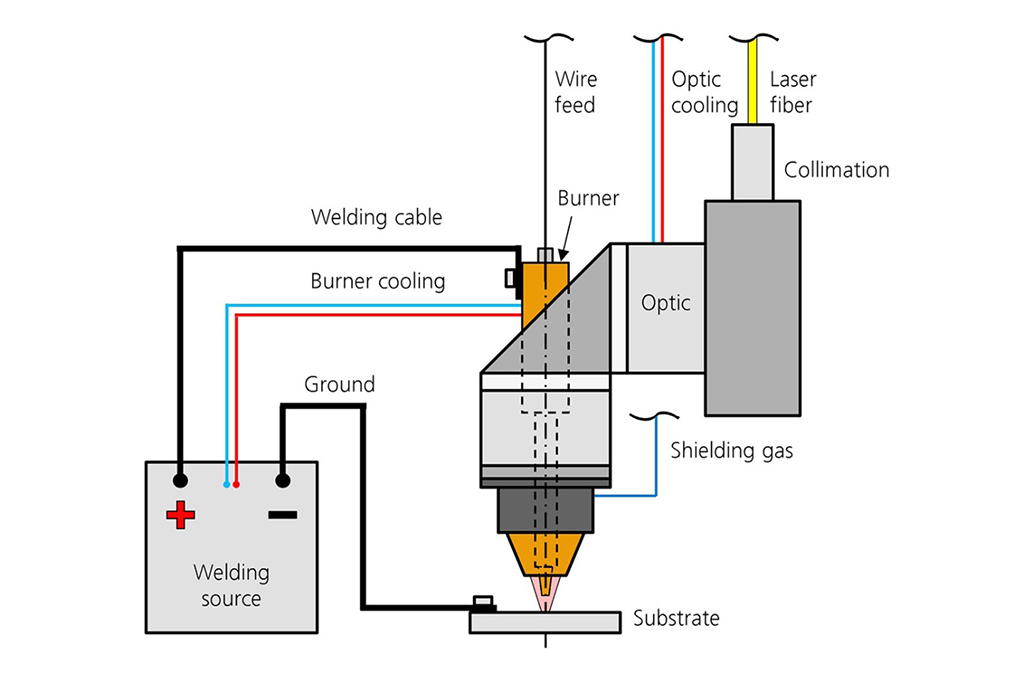
Im Hybridprozess wird der Lichtbogen zwischen Drahtende und Substrat von der Laserstrahlung, kegelförmig, wie von einem Kragen (englisch: Collar) umschlossen. Die Idee hinter dieser Kombination ist, dass der Lichtbogen aus diesem Kragen nicht ausbrechen kann und zwangsgeführt wird. Dieser »Zwangsführung« verdankt das neue Verfahren auch den Namen COLLAR Hybrid, wobei das Akronym COLLAR auf die gemeinsame koaxiale Strahlführung (Coaxial Laser Arc) der beiden Verfahren hinweist.
Während das Fraunhofer ILT die neue Systemtechnik zur Weiterentwicklung des metallischen 3D-Drucks mit Ringstrahl-Laser und Lichtbogen verwendet, nutzt es das Institut für Schweiß- und Fügetechnik ISF der RWTH Aachen University im DVS-Forschungsprojekt KoaxHybrid zur Entwicklung des richtungsunabhängigen Hybridschweißens mit Ringfokus und koaxialer Drahtzuführung.
Für nichtlineares Fügen geeignet
Doch nicht nur die höhere Schweißgeschwindigkeit, die sich laut ersten Versuchen im Vergleich zum Lichtbogenschweißen um rund 100 Prozent erhöhte, zeichnet das neue Hybridverfahren aus. »Wenn es darum geht, nicht nur lineare Nähte zu schweißen, wird es schwierig«, sagt Steiner. »An jeder Ecke oder Kurve müsste der konventionelle Aufbau gedreht werden, was zu großem Programmieraufwand bei der Bahnplanung führt.«
Als Alternative bietet sich das COLLAR-Verfahren an, mit dessen Optik richtungsunabhängig in alle Richtungen geschweißt werden kann. Zudem verspricht es einen weiteren positiven Effekt: »Wir erwarten, dass bei dicken Blechen durch den geführten Lichtbogen neue, weniger aufwendige Schweißnahtvorbereitungen an den Fügepartnern ausreichen.«
Lichtbogen und Laser teilen sich die Arbeit
Wenn sehr feine und grobe Strukturen gefragt sind, können die Anteile der Prozesse variiert werden. Mittels eines reinen oder mehrheitlichen Laserprozesses bei abgeschaltetem Lichtbogen können die anspruchsvollen Stellen und feinen Strukturen und mittels eines mehrheitlichen Lichtbogenprozesses die gröberen Strukturen, wie z. B. breite Rippen oder Bereiche mit großen Auftragraten, deutlich schneller, kostengünstiger und mit weniger Energieaufwand aufgeschweißt werden.
Ähnliche Aufbaustrategien bieten sich auch bei Werkstoffen wie Aluminium oder Kupfer an, die sonst in der Regel deutlich teurere Strahlquellen mit blauem oder grünem Laserlicht erfordern. »Ich breche z. B. mit dem Lichtbogen die Aluminiumoxidschicht mit der Schmelztemperatur von 2.200°C auf«, berichtet Steiner von einem erfolgreichen Versuch. »Die darunter liegende Aluminiumschicht besitzt aber nur noch eine Schmelztemperatur von 660°C, die ich dann mit insgesamt geringerer Leistung schweißen oder bearbeiten kann.«
Mehr über das Hybridschweißen und den additiven Druck erfahren Interessenten vom 19. bis zum 21. September 2022 in Koblenz auf einem Fachkongress des DVS – Deutscher Verband für Schweißen und verwandte Verfahren e. V. sowie am 26. und 27. Oktober 2022 auf der DVS-Tagung #additivefertigung: Metall in bestForm in Essen.
Das IGF-Vorhaben »Richtungsunabhängiges Laser-MSG-Hybridschweißen mit Ringfokus und koaxialer Drahtzuführung für das Verbindungsschweißen und die additive Fertigung – KoaxHybrid« der Forschungsvereinigung Schweißen und verwandte Verfahren e.V. des DVS wurde von der AiF im Rahmen des Programms zur Förderung der industriellen Gemeinschaftsforschung (IGF) des Bundesministeriums für Wirtschaft und Klimaschutz gefördert.
Kontakt:


