

Sie wollen ernst machen in Sachen grüner Wasserstoff: Gleich 28-mal steht der Begriff Wasserstoff im Koalitionsvertrag zwischen SPD, Bündnis 90/Die Grünen und der FDP vom 7. Dezember 2021. Die Ampelkoalition will den Ausbau der Wasserstoffwirtschaft beschleunigen und bis 2030 mindestens zehn Gigawatt Elektrolysekapazität in Deutschland installieren. Damit nicht genug: Geplant sind Quoten für grünen Wasserstoff in der öffentlichen Beschaffung, der Aufbau einer »Europäischen Union für grünen Wasserstoff« sowie die Umsetzung der Nationalen Wasserstoffstrategie der Bundesregierung.
Die Pläne sind ambitioniert, denn noch ist grüner Wasserstoff selten. Gerade mal fünf Prozent des 2021 in Deutschland erzeugten und verbrauchten Wasserstoffs (rund 60 Terawattstunden) stammte aus nachhaltiger Produktion. Der Bedarf an wettbewerbsfähiger Technik zur Herstellung von grünem Wasserstoff ist entsprechend hoch.
Führende Rolle deutscher Unternehmen
Die Aussichten für Deutschland sind jedoch sehr gut. Laut Angaben des Europäischen Patentamts (EPA) und der Internationalen Energieagentur (IEA) sind einige deutsche Unternehmen bei Wasserstofftechnologien führend wie BASF, Bosch, Linde und Siemens.
Der Verband Deutscher Maschinen- und Anlagenbau VDMA hat im Sommer 2020 eine Studie veröffentlicht, die für den deutschen Maschinen- und Anlagenbau bis 2050 ein Marktpotenzial von über 10.000 Milliarden Euro prognostiziert. Bei schätzungsweise 300 Milliarden Euro pro Jahr liegt das langfristige Marktpotenzial.
Hier kommt das Fraunhofer-Institut für Lasertechnik ILT ins Spiel, das hochproduktive laserbasierte Verfahren für die Serienproduktion von Brennstoffzellen und Elektrolyseuren entwickelt. Für den Einsatz von Lasern sprechen hohe Präzision, Flexibilität und Skalierbarkeit der Prozesse sowie die Integrierbarkeit in bestehende Produktionsanlagen. Zudem ist Lasern selbst ein nachhaltiger Prozess, weil er CO2-Emissionen und den Verbrauch von Ressourcen senkt.
Humping-Grenze verschoben: Mit dem Laser wasserstoffdicht schweißen
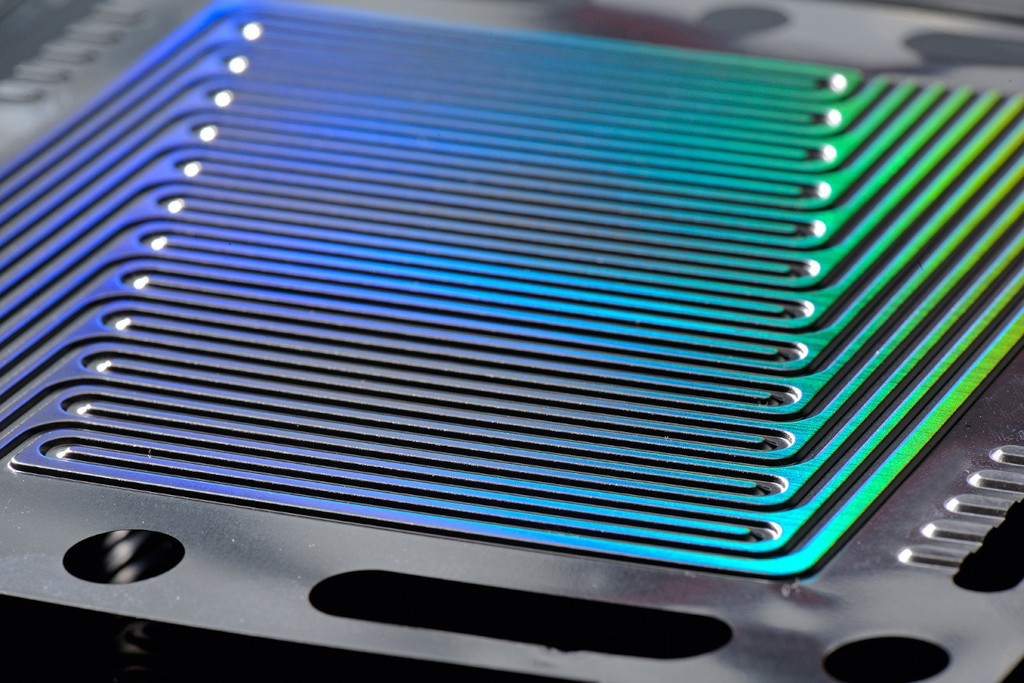
Besondere Herausforderungen stellt die Brennstoffzelle: Sie benötigt außer der Membran-Elektrodeneinheit jeweils 300 bis 400 Bipolarplatten (BPP). Dort sind neue Fertigungsverfahren gefragt für die bisherige zu langsame und zu teure Herstellung. Den Aachenern gelang es mit Hilfe von angepassten Wellenlängen und gezielter Strahlmodulation, Bleche extrem schnell, prozesssicher wasserstoffdicht zu BPP zu verschweißen.
Trotz Vorschubgeschwindigkeiten von bis zu 60 Meter pro Minute kam es nicht zum Humping-Effekt, bei dem das Schmelzbad abhebt, perlt und die Naht undicht wird. Dr. Alexander Olowinsky, Abteilungsleiter Fügen und Trennen am Fraunhofer ILT: »In Kombination mit Inline-Prozesskontrolle zur Überwachung und Dokumentation ist Laserstrahlschweißen ein effizienter und reproduzierbarer Fertigungsprozess für die Hochrateproduktion von metallischen Bipolarplatten.«
Ganz neu sind bei Brennstoffzellen BPP aus thermoplastischem Kunststoff, die sich ebenfalls mit dem Laser fügen lassen. Weil transparente Bauteile nur eine geringe Absorption besitzen, werden sie vor dem Schweißen häufig mit Ruß eingeschwärzt. Als Alternative entstand am Fraunhofer ILT das zweistufige Clearweld-Verfahren: Dank einer Infrarot-Absorberschicht lässt sich die polymerbasierte BPP mit einem CO2-Laser schneiden und anschließend mit einem NIR-Diodenlaser schweißen.
»Man erhält mit diesem Verfahren eine transparente Fügestelle«, erklärt Maximilian Brosda, Gruppenleiter Fügen von Polymeren und transparenten Materialien am Fraunhofer ILT. »Das Verfahren eignet sich besonders gut zum Aufbau von Biopolarplatten-Stacks.«
Wirkungsgrad von PEM-Brennstoffzellen erhöhen
Eine andere Herausforderung entsteht bei PEM (Proton Exchange Membrane) Brennstoffzellen. Dort bildet sich z. B. bei Graphit-gefüllten thermoplastischen Compoundmaterialien ein Kunststofffilm auf der Oberfläche der Bipolarplatte, der die elektrische Anbindung der Gastransportschicht verhindert.
Am Fraunhofer ILT entstand ein Verfahren, das mit Ultrakurzpulslaser die isolierende Kunststoffmatrix entfernt. Es handelt sich im Gegensatz zum mechanischen Schleifen um ein schonendes Verfahren, bei dem der ultrakurzgepulste Laserstrahl den Kunststoff selektiv entfernt, ohne das Füllmaterial zu beschädigen.
Schneiden statt Stanzen: Verschleißfrei Schneiden mit Hochgeschwindigkeit

Laser sind eine wirtschaftliche Alternative zu mechanischen Schneidverfahren wie etwa dem Scherschneiden. Das Laserstrahl-Hochgeschwindigkeitsschneiden kann in vielen Fällen konventionelle Stanzprozesse ersetzen. Olowinsky: »Die hohe Flexibilität, Präzision und Prozessgeschwindigkeiten von mehreren Metern pro Sekunde machen das Laserstrahlschneiden zum optimalen Werkzeug, um metallischen Bipolarplatten herzustellen. Es ist schnell, sicher und verschleißfrei und eignet sich sowohl für die Prototypen-Produktion genauso wie für die Großserie.«
Das Verfahren hat sich im Rahmen von CoBiP als ideal erweisen, einem gemeinsamen Projekt mit dem benachbarten Fraunhofer-Institut für Produktionstechnologie IPT, in dem eine kontinuierliche Rolle-zu-Rolle-Fertigung von metallischen, doppelwandigen BPP entsteht. Das Fraunhofer ILT entwickelte ein Rolle-zu-Rolle-Modul zum Laserschweißen und -schneiden, das nun in der CoBiP-Anlage beim Nachbarn mit Hochgeschwindigkeit gratfrei schneidet (weit über 100 m/min) und fehlerfrei unter Argongas schweißt (max. 30 m/min).
Für Anwendungen der Wasserstoff-Industrie kommt ebenfalls der metallische 3D-Druck infrage. Zu den etablierten Verfahren zählt das Laserauftragschweißen (engl. Laser Material Deposition, LMD), das die Aachener seit über 30 Jahren intensiv erforschen und konsequent für verschiedene Anwendungsfelder und Branchen weiterentwickeln. Bewährt hat sich LMD etwa bei der Herstellung von Elektrolyseuren, die oft aus unterschiedlichen Werkstoffpaarungen bestehen. So hat das Fraunhofer ILT eine LMD-Anlage entwickelt, mit der sich eine Baustahlplatte mit einer extrem dünnen, porösen Nickel-Aluminium-Legierung beschichten lässt.
Wasserstoff-Labor bietet Praxisvielfalt
Diese Anlage sahen die 70 Teilnehmenden im Herbst 2022 in Aachen auf dem 3. Laserkolloquium Wasserstoff LKH2, seit 2020 ein Insider-Event der Wasserstoff-Community. Im Mittelpunkt der Veranstaltung des Fraunhofer ILT stand erneut die Serienproduktion von Elektrolyseuren und Brennstoffzellen im 300 Quadratmeter großen Wasserstofflabor.
Es gibt zwar bundesweit ähnliche Einrichtungen, doch es besitzt laut Dr. Alexander Olowinsky, Initiator des LKH2 und Abteilungsleiter Fügen und Trennen am Fraunhofer ILT, ein besonderes Alleinstellungsmerkmal: »Was die Vielfalt der praktischen Möglichkeiten betrifft, ist unser neues Wasserstoff-Labor einzigartig.« Davon konnten sich die Gäste des LKH2 überzeugen, die im September bei Vorführungen an den Versuchsanlagen live erfuhren, wie sich mit dem Laser hauchdünne Metallplatten von 70 bis 100 Mikrometern Dicke präzise schneiden und prozesssicher zu gasdichten Stacks verschweißen lassen.
Bei den hochinteressanten Vorführungen ging es darum, wie sich typische Probleme nicht nur im Labor, sondern auch unter Serienbedingungen verhindern lassen. Hier hat sich die Künstliche Intelligenz (KI) bereits mehrfach bewährt. Zwei Beispiele von vielen: Dr. Frank Schneider, Gruppe Makrofügen und Schneiden am Fraunhofer ILT, stellte den digitalen Prozess-Onlineoptimierer für intelligente Lasermaschinen (DIPOOL) vor, bei dem die Forschenden erstmals die zeitliche und räumliche Programmier- und Kontrollierbarkeit von Laserwerkzeugen mit maschinellem Lernen kombinieren.
In diesem Projekt arbeitet das Institut im Rahmen des BMBF-Projekts DIPOOL eng mit einer vollkommen neuartigen, multispektralen Sensorik von der 4D Photonics GmbH aus Isernhagen zusammen, die Geschäftsführer Christoph Franz als »Weldwatcher« beim Schweißen von Bipolarplatten einsetzt.
Siamesisches neuronales Netzwerk vergleicht Ausschnitte

Christian Knaak, Gruppe Prozesssensorik und Systemtechnik am Fraunhofer ILT, setzt dagegen beim schnellen Erkennen von Spritzern beim BPP-Laser-Mikroschweißen auf ein sogenanntes siamesisches neuronales Sensor-Netzwerk. Dieses Netzwerk analysiert nicht das ganze Bild, sondern vergleicht nur charakteristische Ausschnitte miteinander. Mit Blick auf weitergehende Forschungen regt Knaak an, künftig nicht nur den eigentlichen Laserprozess mit KI-Hilfe zu überwachen, sondern auch vor- und nachgelagerte Verfahrensschritte ins Visier zu nehmen.
Wie es in Sachen Wasserstoff und Laser weitergeht, erfahren Interessenten vom 19. bis 20. September 2023 auf dem Laserkolloquium Wasserstoff LKH2 in Aachen, dem langjährigen Insider-Event der Wasserstoff-Community des Fraunhofer ILT.
Kontakt:


