

Auch wenn zahlreiche Effekte des Einsatzes von Kühlschmierstoff (KSS) bekannt sind, fehlen fundierte Kenntnisse über zugrunde liegenden Wirkmechanismen wie beispielsweise vertieftes Verständnis über die Mikrotribologie des Werkzeug-Werkstück-Kontakts oder der mechanischen Interaktion von KSS und Spanformung. Diese Problematik ist maßgeblich auf die schlechte Zugänglichkeit der Wirkzone, der hohen Relativgeschwindigkeiten und geringen räumliche Ausdehnung zurückzuführen. Die grundlegenden Fragestellungen, wie beispielsweise die Zufuhrstrategie des Kühlschmierstoffes den Spanbildungs- und -formungsprozess beeinflusst, bleiben daher weitestgehend unbeantwortet. Aus diesem Grund setzt das IFW Methoden der Mikrokinematographie und einen Hobelprüfstand zur Erforschung der Mechanismen der Kühlschmierung bei der Zerspanung ein.
Mikrokinematographie des Zerspanprozesses
Um in-Prozessanalysen der Spanbildung und -formung zu ermöglichen, verfügt das IFW über einen Hobelprüfstand mit ortsfestem Werkzeug. Auf diese Weise können die plastomechanischen Vorgänge an der Schneidkante mittels einer Hochgeschwindigkeitskamera mit bis zu 100.000 Bildern pro Sekunde visualisiert werden. Mithilfe einer eigens entwickelten KSS-Einheit, bestehend aus einem Druckspeicher, Handpumpe und KSS-Düse, können Drücke von bis zu 70 bar erreicht werden. Hierbei konnte in vorangegangenen Forschungsarbeiten gezeigt werden, dass eine Beeinflussung der Spanbildung und ein Anstieg der Druckspannungen im Bereich der Schneidkantenverrundung bei der Nassbearbeitung vorliegt.
Ebenfalls wurde festgestellt, dass die Kontaktlängen von Span und Werkzeug beim Einsatz von Kühlschmierstoffen im Vergleich zur Trockenbearbeitung signifikant reduziert werden. Folglich wird die mechanische Strahlwirkung des KSS erforscht. Zur Untersuchung der mechanischen Wirkung des KSS erfolgt die Variation des Düsendurchmessers d und des Drucks p, wobei die Ausrichtung des KSS-Strahls und der Abstand zur Schneidkante konstant gehalten werden. Eine Saphirglasscheibe und die Kontur des Düsenhalters schützen dabei die Hochgeschwindigkeitskamera vor der impulsartigen Zufuhr des KSS.
Einfluss der Kühlschmierstoffzufuhr auf die Spankrümmung
Mithilfe des Prüfstands und der Hochgeschwindigkeitskamera lässt sich die Spanformung beim Einsatz von Kühlschmierstoffen messtechnisch erfassen. Hierbei wurde der Einfluss des Drucks p und des Düsendurchmessers d in jeweils zwei Stufen vollfaktoriell bei beim Hobeln des Vergütungsstahls 42CrMo4+QT bei einer konstanten Schnittgeschwindigkeit mit vc = 120 m/min untersucht. Die Spanungsdicke h wurde dabei in zwei Stufen ebenfalls variiert, um die Auswirkung der Steifigkeit des Spans, bedingt durch erhöhte Spandicke h‘, zu untersuchen.
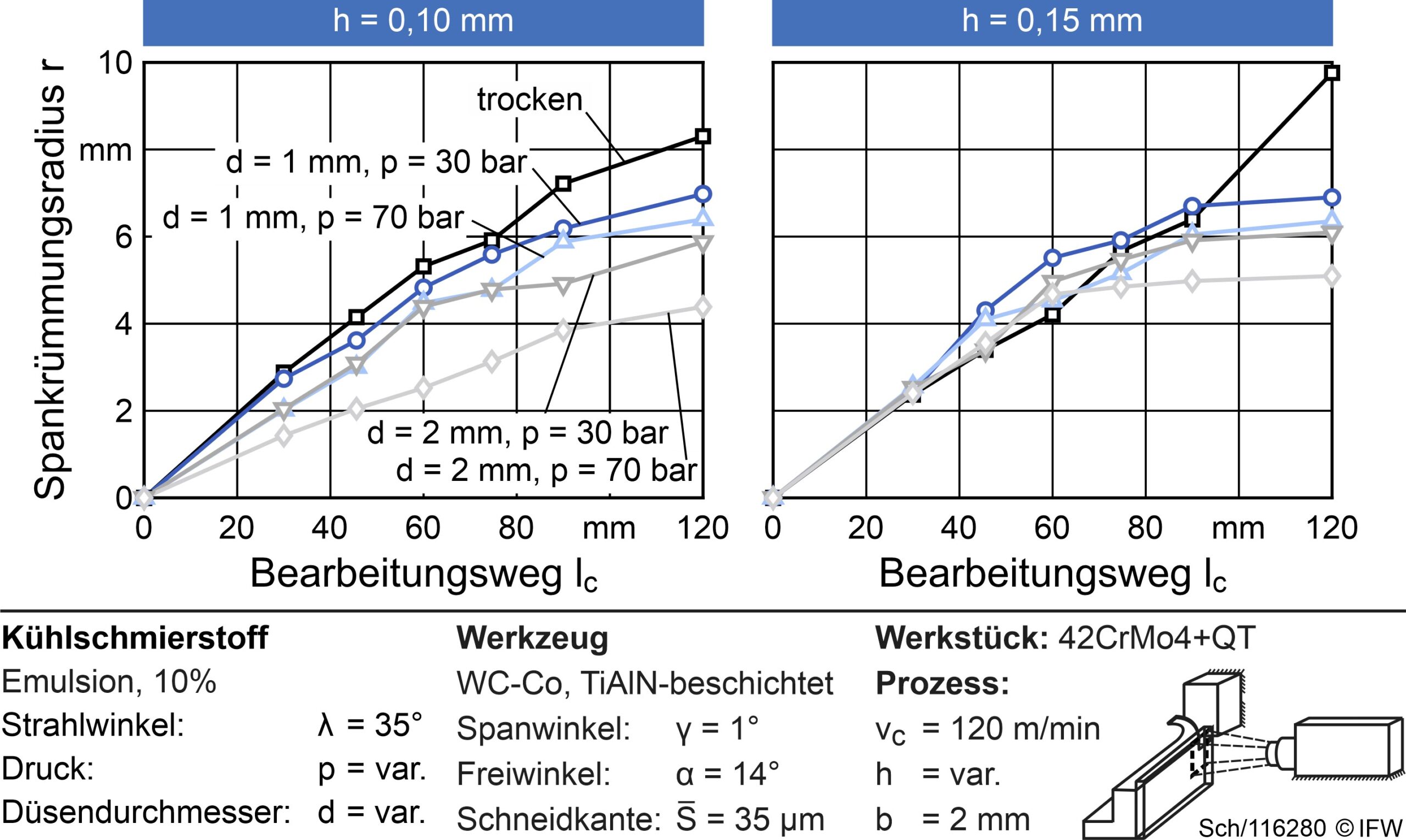
Aufgrund der Hochgeschwindigkeitsaufnahmen kann die Spanformung zu diskreten Zeitpunkten analysiert werden. Die mechanische Wirkung des KSS erfolgt durch Ermittlung der resultierenden Spankrümmung. Der Krümmungsradius, der durch je einen Punkt an der Schneidkante und am höchsten Punkt des Spans gemessen wird, nimmt über den Bearbeitungsweg bzw. Schnittlänge zu.
Es zeigt sich, dass mit Steigerung der Kraft des KSS-Strahls, der maßgeblich durch den Düsendurchmesser d und den Druck p beeinflusst wird, der Spankrümmungsradius r bei einer Spanungsdicke von h = 0,1 mm bei einem Druck p = 70 bar und einem Düsendurchmesser d = 2 mm um bis zu 46 % abnimmt. Hierbei hat der Düsendurchmesser einen signifikanten Einfluss, da der KSS-Druck auf einer größeren Fläche am Span wirkt. Bei Steigerung der Spanungsdicke auf h = 0,15 mm resultiert in einer geringeren Beeinflussung der Spankrümmung in Abhängigkeit der Zufuhrstrategie. Dies ist auf die höhere Steifigkeit des Spans infolge der gesteigerten Spandicke zurückzuführen. Somit konnte Verständnis zur mechanischen Wirkung des KSS durch mikrokinematographische Methoden erlangt werden indem aufgezeigt wurde, dass die Kraftwirkung des KSS-Strahls eine Reduktion des Spankrümmungsradius bewirkt.
Autoren: Prof. Dr.-Ing. Berend Denkena, Institut für Fertigungstechnik und Werkzeugmaschinen; Dr.-Ing. Benjamin Bergmann, Institut für Fertigungstechnik und Werkzeugmaschinen; M. Sc. Jan Schenzel, Institut für Fertigungstechnik und Werkzeugmaschinen
Der Autor dieses Beitrags dankt der Deutschen Forschungsgesellschaft (DFG) für die Förderung des Projektes „Kopplung experimenteller und numerischer Methoden zur mehrskaligen Analyse der Wirkmechanismen von Kühlschmierstrategien in Zerspanprozessen“ (Projektnummer: 439904924) im Rahmen des Schwerpunktprogramms (SPP) 2231 „FluSimPro“.


