

Die Erodierblöcke von Meusburger werden hauptsächlich zur Herstellung von Schneidstempeln und Matrizen eingesetzt und sind in geglühter sowie gehärteter Ausführung erhältlich. Die Stärken der Erodierblöcke sind perfekt auf die Platten der standardisierten Stanzgestelle von Meusburger bzw. auf die Normlängen der Stanzstempel abgestimmt.
Allgemeine Anforderungen an Schnittstähle
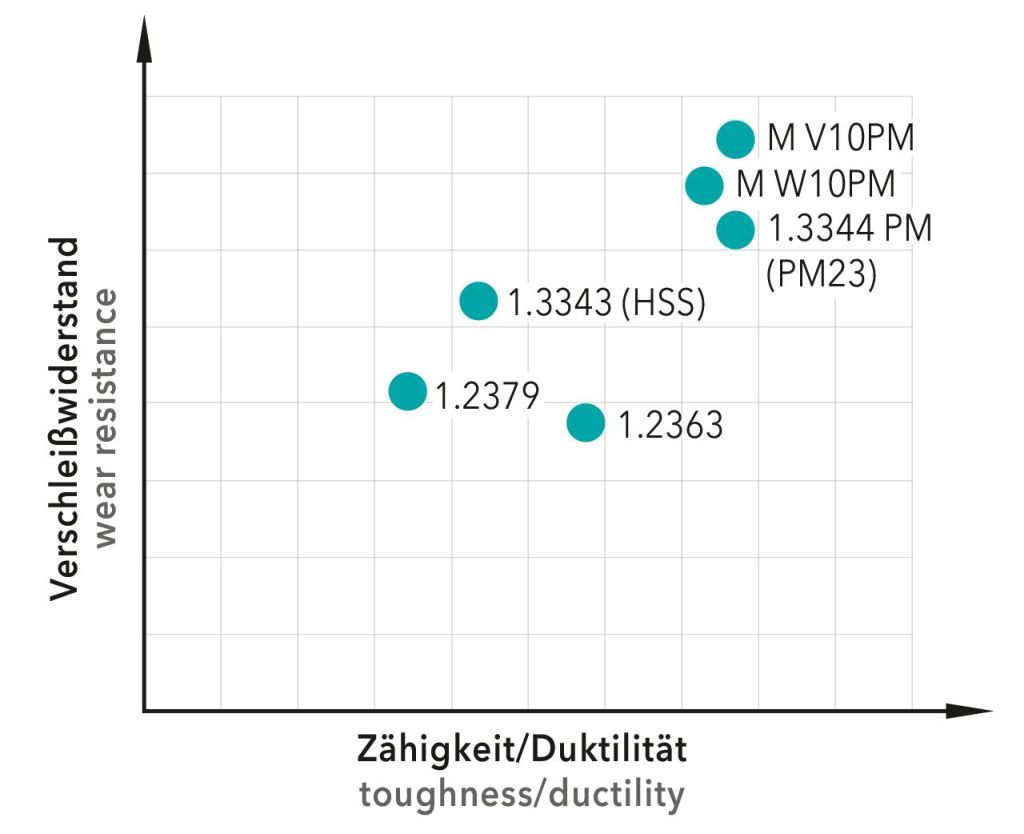
Die Härte bzw. der Verschleißwiderstand einerseits sowie die Zähigkeit andererseits sind zwei der wichtigsten Kriterien bei der Auswahl des passenden Schnittstahls. Da diese Materialeigenschaften meistens gegenläufig sind, müssen in der Praxis oftmals Kompromisse geschlossen werden. Dies erfolgt üblicherweise über die Gebrauchshärte beziehungsweise durch eine gezielte Oberflächenbehandlung. Ein Vergleich der verschiedenen Schnittstähle in Bezug auf Verschleißwiderstand und Zähigkeit ist in der Abbildung ersichtlich.
Die Auswahl des Schnittstahls sowie dessen Gebrauchshärte hängen hauptsächlich von der Dicke und Festigkeit des zu schneidenden Materials ab. Je größer die Dicke und Festigkeit des Bandmaterials, desto höher sind die Belastungen auf die Aktivteile des Werkzeugs.
Durchhärterstähle
Als der „Klassiker“ im Stanzwerkzeugbau gilt der Stahl 1.2379. Dieses Material wird oft auch als ganze Schnittplatte eingesetzt, da es eine gute Maßhaltigkeit nach dem Härten aufweist. Meusburger bietet daher auch Präzisionsstäbe aus diesem Material an. Grundsätzlich wird es bei mittleren Festigkeiten (bis ca. 400 N/mm²) des Bandmaterials eingesetzt. Die Gebrauchshärte liegt bei ca. 60–62 HRC. Speziell für Aufnahmeplatten oder Einsätze mit hohen Zähigkeitsanforderungen empfiehlt sich der Stahl 1.2363 mit seiner guten Zerspanbarkeit und sehr guten Maßhaltigkeit nach dem Härten. Die Gebrauchshärte liegt bei ca. 58–60 HRC.
Schnellarbeitsstahl
Der Schnellarbeitsstahl 1.3343 (HSS) wird als Standardmaterial für Matrizen und Schneidelemente verwendet. Gegenüber dem Material 1.2379 weist er eine höhere Verschleißfestigkeit und Härte auf. Er wird für mittlere Festigkeiten (bis ca. 500 N/mm²) des Bandmaterials und vor allem bei dickeren Blechstärken eingesetzt. Die Gebrauchshärte liegt bei ca. 63–65 HRC.
Pulvermetallurgische Stähle
Pulvermetallurgische Stähle weisen aufgrund ihres homogenen Gefüges prinzipiell eine sehr hohe Zähigkeit auf. Das Material 1.3344 PM (PM23) wird für Matrizen und Schneidstempel mit höheren Belastungen genutzt. Besonders für Bandmaterialien mit Festigkeiten ab ca. 600 N/mm² wird es gerne verwendet. Die Gebrauchshärte liegt bei ca. 63–65 HRC.
Der pulvermetallurgische Stahl M V10 PM mit 10 % Vanadium wird für Matrizen und Stempel mit höchsten Belastungen eingesetzt. Aufgrund des sehr homogenen Gefüges besitzt er beste Kantenstabilität, auch bei Bauteilen mit komplexen Geometrien. Optimal eignet sich der M V10 PM für Bandmaterialien mit sehr hohen Festigkeiten (ab ca. 800 N/mm²) und für Materialien, die einen hohen abrasiven Verschleiß verursachen (z. B. NIROSTA). Die Gebrauchshärte liegt bei ca. 61–63 HRC.
Der neueste pulvermetallurgische Stahl bei Meusburger ist der M W10 PM mit rund 10 % Wolfram. Dieser findet Verwendung bei Matrizen und Stempeln mit höchsten Belastungen. Neben sehr guter Kantenstabilität bietet der M W10 PM eine hohe Druckbelastbarkeit. Er wird für Festigkeiten des Bandmaterials ab ca. 800 N/mm² und dicke Blechstärken eingesetzt. Ideal geeignet ist er für Materialien, die für adhäsiven Verschleiß anfällig sind (z. B. Aluminium, Aluminium-Kupfer-Legierungen, Messing). Die Gebrauchshärte liegt bei ca. 66–68 HRC.
Hartmetalle
Die korrosionsbeständige Universal-Hartmetallsorte CF-H40S+ mit einer hohen Ausgewogenheit bietet den idealen Kompromiss zwischen Härte und Bruchzähigkeit bei hoher Kantenstabilität. Durch die maximale Verschleißbeständigkeit sind höchste Standzeiten von Matrize und Stempel garantiert. Das Metall wird bei Bandmaterialien mit höchster Festigkeit eingesetzt. Alternativ dazu bietet Meusburger auch CF-H25S+ bei erhöhtem abrasivem Verschleiß und zu Aufschweißung neigenden Werkstoffen an.
Erodierblöcke mit integriertem Startloch und/oder Gewinde
Beim Drahterodieren ist ein Startloch im Erodierblock vorteilhaft, da sonst die Erodierkontur nicht optimal festgelegt werden kann. Außerdem führt es zu hohem Verschleiß, wenn der Draht von der Seite herangeführt wird. Bei Meusburger können deshalb die Erodierblöcke mit bis zu 50 individuell positionierbaren Startlöchern versehen und bestellt werden. Die Konfiguration erfolgt ganz einfach im Webshop. Um die Verschraubung der Konturstempel noch effizienter zu bewerkstelligen, können ab sofort auch Gewinde in die bereits gehärteten Erodierblöcke von Meusburger eingebracht werden.


