

Maßgeschneiderte Strahlprofile verbessern die Bauteilqualität, reduzieren Materialverluste und ermöglichen bisher nicht mögliche Skalierungen der Aufbaurate des Einzelstrahlprozess. Das Fraunhofer ILT stellt das derzeit im Aufbau befindliche Testsystem vom 19. bis 22. November auf der Formnext in Frankfurt am Main vor.
Marvin Kippels, Doktorand der Abteilung Laser Powder Bed Fusion am Fraunhofer ILT, baut aktuell eine flexible LPBF-Anlage auf, die mithilfe von Spatial Light Modulators (SLMs) angepasste Strahlprofile erzeugt.

Einige Studien haben bereits belegt, dass die Strahlformung beim Laser Powder Bed Fusion (LPBF) die Effizienz und Produktivität dieses additiven Fertigungsverfahrens verbessern kann. Das Fraunhofer-Institut für Lasertechnik ILT und der Lehrstuhl für Technologie Optischer Systeme (TOS) der RWTH Aachen arbeiten gemeinsam an einem hochmodernen Testsystem, das die flexible Untersuchung komplexer Laserstrahlprofile in Leistungsklassen bis 2 kW ermöglicht – diese Innovation ermöglicht maßgeschneiderte Lösungen für industrielle Partner.
Ziel dieser Plattform ist es, LPBF-Prozesse effizienter und robuster in die industrielle Fertigung zu integrieren, sodass sie den wachsenden Anforderungen der Branche gerecht werden.
Nachteile der Gaußverteilung
Derzeit werden in vielen LPBF-Prozessen Laserleistungen von etwa 300 bis 400 Watt eingesetzt. Der standardmäßig verwendete gaußförmige Laserstrahl bringt jedoch wesentliche Nachteile mit sich: Die starke Leistungskonzentration im Strahlzentrum führt zu lokalen Überhitzungen und unerwünschter Materialverdampfung sowie zu Prozessinstabilitäten, die die Bauteilqualität durch Spritzer und Poren beeinträchtigen können. Dies begrenzt die Skalierbarkeit des Verfahrens erheblich, sodass die in LPBF-Anlagen verfügbare Laserleistung – oft bis zu 1 kW – für die meisten Materialien nicht ausgenutzt werden kann.
»Eine Möglichkeit, den Prozess zu beschleunigen, ist, mehrere Laser und Optiksysteme parallel einzusetzen«, sagt Marvin Kippels, Doktorand der Abteilung Laser Powder Bed Fusion am Fraunhofer ILT. »Die Kosten skalieren aber mindestens proportional zu der Anzahl der verbauten Systeme.« Zudem können diese Systeme in realen Anwendungen nicht immer homogen ausgelastet werden, wodurch nur eine unterproportionale Steigerung der Produktivität erreicht wird. Ein vielversprechender Ansatz ist daher eine Produktivitätssteigerung des Einzelstrahlprozess, der auch auf Multistrahlsysteme übertragen werden kann.
Neue Möglichkeiten durch Strahlformung
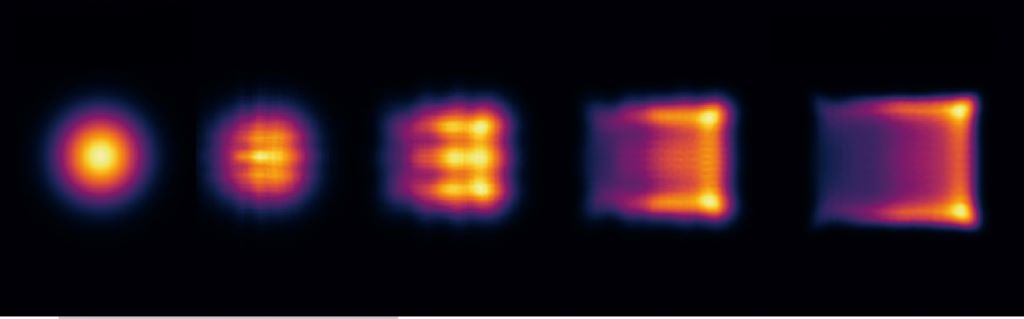
Vorangegangene Untersuchungen haben gezeigt, dass schon einfache Strahlformungen mit rechteckigen, ringförmigen oder die Kombination zweier gaußförmiger Verteilungen vielversprechende Resultate bei der Bauteilqualität und der Prozessgeschwindigkeit erzeugen. Das Potenzial komplexerer Strahlformen ist bislang weitgehend unerforscht, da die dafür notwendige Systemtechnik fehlte. Das ändert sich nun durch die umfassenden Untersuchungen, die Forschende am Fraunhofer ILT begonnen haben.
»Die Laserstrahl/Material-Interaktion im Prozess ist durch ihre Dynamik so komplex, dass Simulationen nur Hinweise auf das tatsächliche Schmelzbadverhalten geben können«, erklärt Kippels, der aktuell eine neuartige Anlage aufbaut, die mithilfe von LCoS-SLMs (Liquid Crystal on Silicon – Spatial Light Modulator), die Untersuchung nahezu beliebiger Strahlprofile im LPBF-Prozess ermöglicht.
Mit einer Laserleistung von bis zu 2 kW bietet das innovative System eine Plattform zur Erprobung neuer Strahlformen bei sehr hohen Leistungen im LPBF-Prozess. Damit lässt sich die geeignete Systemtechnik für eine individuelle LPBF-Aufgabenstellung identifizieren. »Wir können den LPBF-Prozess so gezielt optimieren«, erklärt Kippels weiter und meint damit konkret: Weniger Materialverdampfung, geringere Spritzerbildung, Senkung der Schmelzbaddynamik, Glättung der Schmelzspuroberfläche, Steigerung der Prozesseffizienz durch Anpassung der Schmelzspurgeometrie.
Flexible Strahlprofile für spezifische Anforderungen
Derzeit wird Systemtechnik häufig damit beworben, spezifische Strahlformen wie Ring- oder Top Hat-Profile zu erzeugen. Der Wahl dieser Strahlformen liegt jedoch kein tiefergehendes Verständnis der zugrundeliegenden Prozessmechanismen vor, was sich in der teils widersprüchlichen Literatur dazu wiederspiegelt. Erst das grundlegende Verständnis der Prozesse ermöglicht, gezielt zu definieren, welche Anpassungen ein festgelegtes Ziels erreichen, wie beispielsweise eine bestimmte Schmelzspurgeometrie.

Dies erfordert die Entwicklung einer für die Anwendung optimierten Strahlform, die dann idealerweise ohne den Einsatz von LCoS-SLM-Technologie im Unternehmen umgesetzt werden kann. Industriekunden und Projektpartner des Fraunhofer ILT können mit dieser Forschungsplattform bereits von einer bisher nicht dagewesenen Flexibilität bei der Erforschung des Strahlwerkzeuges profitieren.
»Wir stehen noch ganz am Anfang, sehen aber schon das enorme Potenzial, das die Strahlformung für den LPBF-Prozess bietet«, sagt Marvin Kippels. »Es gibt eben nicht die eine perfekte Strahlform – jede Anwendung hat ihre eigenen Anforderungen. Durch unsere flexible Strahlformung können wir für jeden Prozess die ideale Verteilung finden, die besten Prozessparameter für die entsprechende Aufgabe.« Für dieses Ziel unterstützen mehrere Abteilungen des Aachener Instituts die Arbeit von Kippels und seinem Team.
Fraunhofer-Gemeinschaftstand auf der Formnext in Halle 11, D31
Kontakt:


